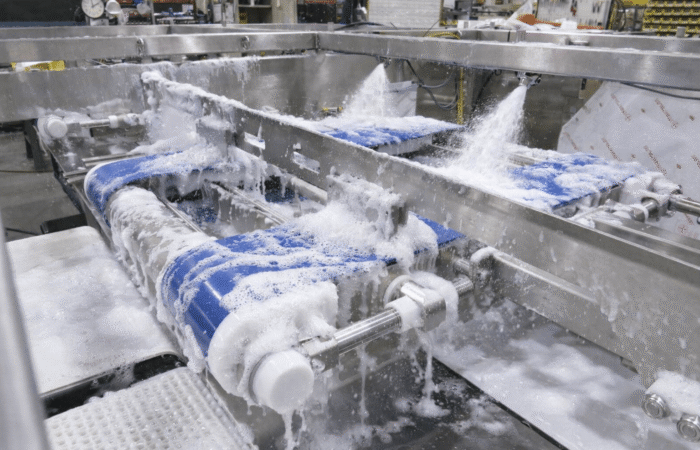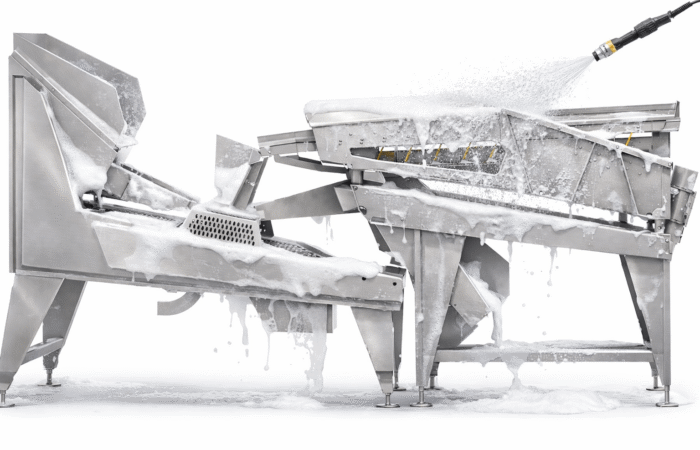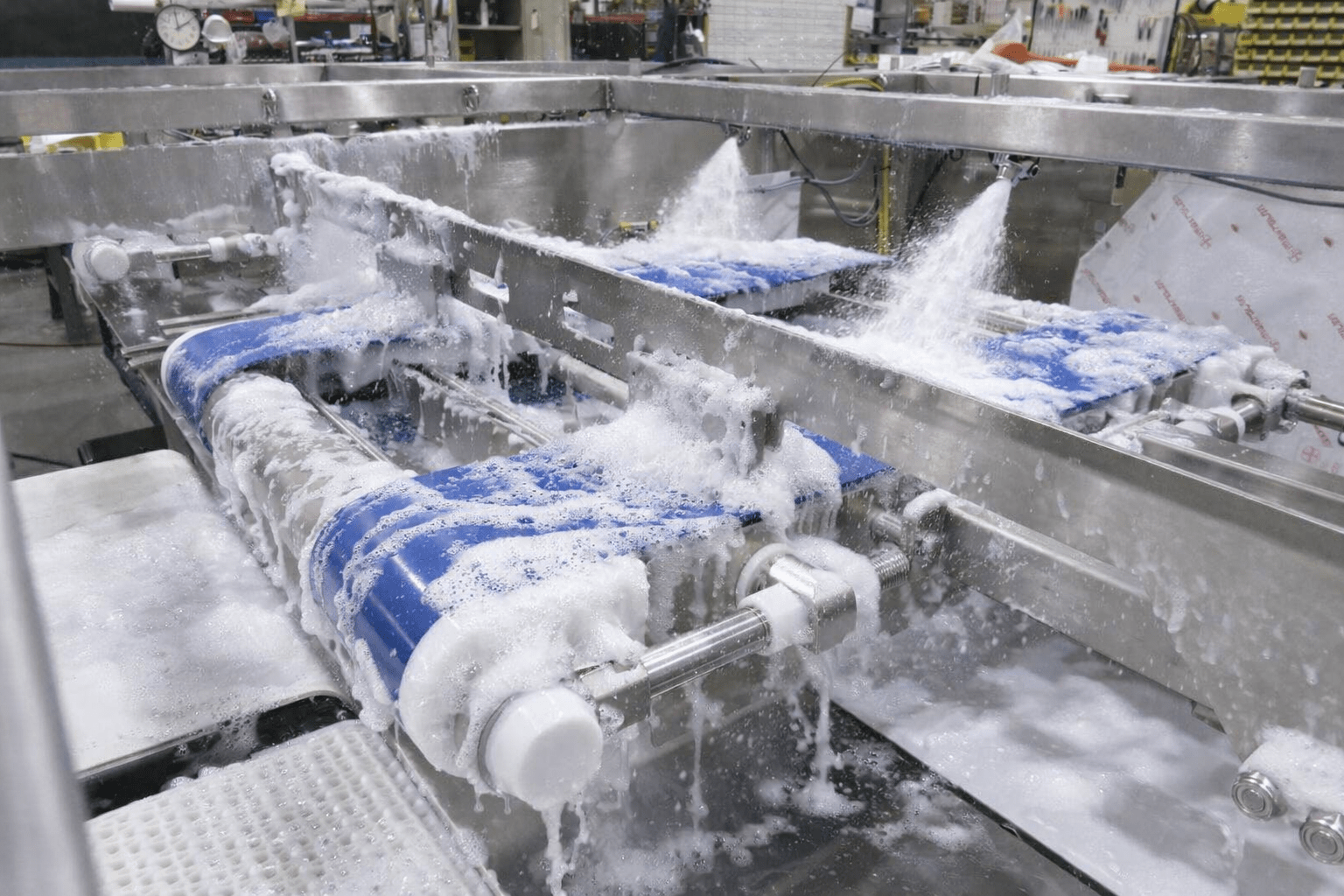
When utility prices rise, many manufacturers first look at motors, compressors, or boilers. That makes sense, but it often misses a major cost driver: cleaning. In food, beverage, dairy, biotech, and other hygiene-critical production environments, water is used for washing, rinsing, heating, pumping, and wastewater handling. The U.S. Department of Energy’s Better Buildings program notes that water efficiency lowers operating costs and also saves the energy required to transport and treat water, while the U.S. EPA says food manufacturers can reduce water, chemical, and energy use by improving cleaning practices such as Clean-in-Place, or CIP. That is why hygienic design matters commercially, not only microbiologically. Well-designed equipment is easier to clean, faster to drain, less likely to trap residues, and less dependent on excessive rinse times, manual intervention, or repeated sanitation cycles. EHEDG’s 2025 overview links hygienic design with safer operations, lower costs, and lower water, energy, and chemical consumption. The real cost of water is never just the water bill. EPA’s Lean & Water Toolkit explains that water waste also drives labor, energy, chemical, pollution-control, and regulatory costs. In practice, every extra liter that enters a cleaning cycle may need to be heated, pumped, treated, and then discharged again. That is why poorly draining or hard-to-clean machinery can quietly inflate production costs even when output looks stable. Hygienic design helps remove that hidden waste. EHEDG reports documented savings from hygienic design, including a 30% reduction in CIP water use at a Nestlé dairy facility, shorter CIP cycles with energy savings, and broader industry experience showing 20–40% reductions in CIP water use. EHEDG also notes that using less water in CIP means less water to heat or pump, which cuts steam or electricity demand, while cleaning chemical use can fall as coverage becomes quicker and more thorough. In other words, hygienic design is not just a food safety upgrade. It is a utility-efficiency strategy. When equipment drains properly, exposes product-contact surfaces effectively to cleaning solutions, and avoids residue traps, plants can shorten cleaning cycles without compromising hygiene. That is exactly where water savings, energy savings, and uptime gains begin to compound. The strongest impact appears in sectors with frequent washdowns, allergen changeovers, product variations, or validated cleaning demands. EHEDG’s work spans areas such as meat processing, fish processing, bakery equipment, conveyor systems, packaging machinery, valves, pumps, and closed equipment for liquid foods. These are all environments where cleanability directly affects time, utilities, and line availability. Food and beverage plants are obvious examples. Nickel Institute materials note that stainless steel is used throughout the food and drink supply chain because it is durable, corrosion resistant, and suitable for repeated cleaning, disinfection, and sterilisation. EHEDG case examples include dairy, brewery, meat, confectionery, and beverage processing, showing that the return is not theoretical. The same logic extends into pharmaceutical, biotech, chemical, and health-related production. Nickel Institute identifies nickel-containing stainless steels as widely used in the health sector and in chemical and pharmaceutical production because of their corrosion resistance, formability, and ease of cleaning and disinfection. ISPE materials likewise emphasize that qualified inline cleaning and sanitization processes are used where appropriate to control cross-contamination risk and ensure effective cleaning. Material choice is central to both hygiene and resource efficiency. Nickel Institute states that nickel-containing austenitic stainless steels are easy to clean, disinfect, and sterilise, and that their smooth finish helps minimise hygiene risks linked to biofilms. That matters because surfaces that resist corrosion and remain cleanable under repeated washdown conditions are less likely to demand overly aggressive cleaning, premature replacement, or excessive maintenance. For many food and beverage applications, Type 304 remains the common baseline. Nickel Institute identifies Type 304 as the most common alloy used for food and beverage applications. For harsher chloride-bearing environments, higher salinity, or more aggressive cleaning exposure, Type 316 or 316L is often preferred because its molybdenum addition generally gives better corrosion resistance than 304, especially in chloride-containing conditions. This is where energy and water strategy intersects with metallurgy. A material that resists corrosion, tolerates repeated sanitation, and stays smooth over time supports stable cleanability. A material that pits, degrades, or becomes harder to clean pushes the plant in the opposite direction: longer cycles, stronger detergents, more rinsing, and earlier replacement. Real-world savings rarely come from one dramatic redesign. They usually come from eliminating small but repeated inefficiencies: dead zones, trapped product, slow draining vessels, overlong rinse steps, excessive manual cleaning, and cleaning methods that do not match the equipment. EHEDG highlighted that dead ends require longer cleaning time and more water and energy resources. 3-A’s cleanability guidance similarly stresses design features that reduce cracks and crevices, use suitable radii and surface textures, and ensure that product-contact surfaces can actually be reached by cleaning solutions at the right temperature and flow rate. That experience also shows why “sanitary-looking” equipment is not enough. 3-A explicitly warns that equipment conforming to a sanitary standard is not automatically suitable for CIP, because 3-A standards cover a range of cleaning methods from manual cleaning to full CIP. The practical lesson is simple: plants save the most when the design, the material, and the cleaning method are engineered together rather than treated as separate decisions. The most effective hygienic designs are based on a few technical fundamentals. First, surfaces should be easy to wet, easy to rinse, and easy to drain. Second, the geometry should minimise crevices, stagnant zones, and product hold-up. Third, inspection and maintenance should be practical so that operators do not compensate for uncertainty by over-cleaning. These ideas are consistent across 3-A cleanability criteria and EHEDG’s guidance and case evidence. 3-A’s sustainability article makes the commercial point very clearly: every gallon of water that can be avoided is water that does not need to be paid for, heated, treated with chemicals, or discharged. The same article explains that when equipment and cleaning systems are designed and programmed around water reduction, they can be cleaned faster and more efficiently using less water, chemicals, energy, and time. For pharmaceutical and biotech facilities, the expertise requirement goes even further. Cleaning must be effective, repeatable, and support contamination control. ISPE materials describe CIP systems in terms of design, integration, cleaning chemistry selection, and automated cleaning processes, reinforcing that utility savings should come from better engineering and validated cleaning performance, not from cutting corners. A credible energy-and-water-efficiency claim should rest on standards, evidence, and measurable outcomes. EHEDG is a long-established non-profit consortium founded in 1989 and reports more than 55 guidelines, over 300 active certificates in the market, and more than 750 members. 3-A provides detailed cleanability guidance for sanitary equipment. DOE and EPA provide broader industrial frameworks showing why water efficiency and energy efficiency are commercially linked. For buyers, trustworthiness means asking for more than polished marketing language. Ask for the material grade, evidence of cleanability, intended cleaning method, drainability logic, compatibility with cleaning chemistry, and before-and-after performance data where available. That is the difference between equipment that merely looks hygienic and equipment that actually helps avoid skyrocketing energy costs and reduce water consumption. The most effective response to rising utility costs is not simply to buy cheaper water or cheaper energy. It is to stop wasting both. Hygienic design does exactly that by making equipment faster to clean, easier to drain, less chemical-intensive, and more reliable over time. In plants where cleaning is frequent and uptime is critical, that can turn sanitary engineer Industrial machinery requires precision-engineered components that meet exacting standards for durability, safety, and performance. This comprehensive guide explores the essential machinery parts that drive modern manufacturing across food processing, packaging, and chemical industries. Understanding the difference between Plummer Blocks and Direct Mount Bearings is crucial for engineers and procurement professionals seeking to optimize equipment longevity. Pillow block bearings, also known as plummer blocks, are self-aligning bearing units that simplify installation and significantly reduce maintenance costs. These versatile components mount on machine frames and support rotating shafts with exceptional precision, ensuring smooth operation in demanding industrial environments. Flange bearing units offer a more compact alternative, featuring integrated flanges that enable direct mounting to flat surfaces without additional hardware. Both designs come in various materials, including stainless steel grades optimized for corrosive environments and food-grade applications where hygiene is paramount. The importance of material selection cannot be overstated in machinery design. Type 440 Steel and 420 grades offer distinctly different properties suited to specific applications and environmental conditions. The 440 stainless steel variant provides superior hardness and exceptional edge retention, making it ideal for cutting tools and high-wear applications requiring maximum durability. Meanwhile, 420 stainless steel offers better corrosion resistance and is preferred in food processing equipment where chemical exposure is common. Hygienic stainless steel components have become essential in food machinery, meeting EHEDG standards and facilitating rapid equipment cleaning required in modern food production facilities. Understanding ingress protection ratings is equally critical for machinery durability and operational reliability. IP67 rating ensures protection against dust and temporary water immersion, while IP68 rating provides complete dust protection and sustained water immersion capabilities for submerged operations. The IP69K standard represents the highest protection level, specifically designed for high-pressure wash-down environments found in industrial food processing facilities. These ratings define how effectively machinery components withstand environmental challenges and maintain performance. Modern industrial facilities increasingly demand equipment that combines high performance with ease of maintenance and sanitation. The choice between different bearing types depends on operational requirements, environmental conditions, and budget constraints. Proper component selection ensures extended equipment lifespan, reduced downtime, and improved operational efficiency.Hygienic Design to Reduce Energy Costs and Water Consumption
NHK insight
“When you combine EHEDG or 3-A certification with IP69K protection, you give both QA and maintenance a much stronger starting point.”Why Hygienic Design Lowers Real Operating Costs
Industries Where the Savings Matter Most
Material: Why Stainless Steel Selection Still Matters
Experience: What Plants Learn on the Shop Floor
Expertise: The Design Principles That Actually Reduce Water Use
Authoritativeness and Trustworthiness: What Buyers Should Verify
Hygienic design to reduce energy costs and water consumption




Contact
Articles
Understanding Machinery Components & Protection Standards