In the fast-paced world of manufacturing and production, every bolt, bearing, and bracket matters. Industrial machinery parts and components are the lifeblood of automated systems, heavy-duty equipment, and precision tools. Yet, not all parts are created equal. Certified components and parts offer a clear competitive edge by ensuring performance, compliance, safety, and hygiene across various industries, including food processing, pharmaceuticals, packaging, and biotechnology. Certification is not just a label — it’s a guarantee. Certified components have undergone rigorous testing and validation by third-party organizations such as ISO, EHEDG, Sanitary Standards, FDA, and NSF. These bodies ensure that materials, designs, and manufacturing processes meet international quality, safety, and hygiene benchmarks. Industries that operate under strict regulatory standards, such as the food, beverage, and pharmaceutical sectors, must use certified parts to maintain compliance. Non-certified parts can lead to product contamination, costly recalls, and damage to brand reputation. Regulatory Compliance: Meets hygiene and safety standards like EHEDG or FDA. Enhanced Durability: Made from corrosion-resistant materials like stainless steel. Operational Reliability: Reduces machine downtime and maintenance frequency. Sanitation Efficiency: Designed for easy cleaning and minimal contamination risk. Traceability: Each part can be traced back to its origin for accountability and audits. A wide range of components used in industrial equipment come with certifications. Let’s explore the most common types: Used to stabilize heavy machinery on uneven surfaces, certified leveling feet are essential in industries where hygiene and vibration control are critical. EHEDG-certified or sanitary standards compliant leveling feet are made from stainless steel, often AISI 316, with hygienic sealing and self-draining designs to prevent bacterial buildup. Industries used in: Food processing, pharmaceuticals, dairy, and biotechnology. Bearings are vital in minimizing friction between moving parts. In cleanroom and hygienic environments, IP67 or IP69K-certified bearing housings are preferred. These certified components feature sealed construction to resist water, dust, and chemical ingress, making them ideal for harsh and sanitary applications. Industries used in: Beverage filling lines, cosmetics manufacturing, chemical processing. Star knobs, handwheels, and machine handles may seem like small details, but in regulated industries, they must comply with hygiene standards. Certified versions have smooth surfaces, are autoclavable, and are designed to prevent bacterial harborage. Industries used in: Medical device assembly, cleanroom machinery, pharmaceutical packaging. From modular belts to roller guides and supports, certified conveyor components play a critical role in hygiene-focused production lines. Components certified by FDA or EU regulations ensure that food contact surfaces are safe and easily cleanable. Industries used in: Snack food processing, seafood packaging, pet food production. Certified vibration-damping components not only protect equipment but also reduce operator fatigue and noise pollution. Certified rubber-metal elements often meet ROHS and REACH compliance and are designed for reliability in demanding environments. Industries used in: Packaging machinery, CNC operations, semiconductor manufacturing. Several recognized organizations issue certifications that validate industrial components. These include: EHEDG (European Hygienic Engineering & Design Group): Focuses on hygienic design in food and pharmaceutical industries. Sanitary Standards: Applies to sanitary equipment in dairy and food processing. FDA (U.S. Food and Drug Administration): Oversees food-contact and medical components. NSF International: Certifies products for public health and safety compliance. ISO (International Organization for Standardization): Provides broad manufacturing and quality standards. Choosing components with relevant certification ensures seamless integration into systems that require international compliance and fosters confidence during inspections and audits. Certified parts tend to be more durable and corrosion-resistant. For example, IP67 bearing housings can withstand high-pressure washdowns and abrasive chemicals without failure. This longevity reduces replacement frequency and downtime. Hygienically designed parts with smooth surfaces and minimal crevices allow for quicker, more effective cleaning. This reduces water and detergent usage, lowers environmental impact, and ensures quicker turnaround times between production cycles. Using certified components eliminates contamination risks. This is especially critical in food and pharmaceutical industries, where consumer safety and product purity are non-negotiable. Certified parts ensure adherence to GMP (Good Manufacturing Practices). Manufacturers who adopt certified components signal quality, responsibility, and reliability. This often becomes a decisive factor in winning contracts with major food and pharmaceutical brands that demand the highest safety standards from their supply chain. When sourcing certified industrial parts, it’s important to consider: Material Certifications: Verify if materials are AISI 304, 316L stainless steel, or food-grade plastic. Traceability: Ensure documentation exists for batch tracking, compliance, and safety audits. Design Compliance: Check for hygienic seals, sloped surfaces, and easy disassembly features. Supplier Reputation: Choose trusted suppliers with established certification history and global logistics capabilities. Manufacturers such as NHK Machinery Parts, NHK Hygienic Components and NHK Group offer a wide range of certified components tailored for hygienic, industrial, and cleanroom applications. The industrial world is moving toward digital traceability and smart monitoring. Components embedded with RFID tags or QR codes will offer real-time tracking of compliance, usage data, and predictive maintenance insights. Smart components with built-in sensors can alert operators to wear, misalignment, or exposure to cleaning chemicals, ensuring timely intervention and minimizing equipment failure. Investing in certified Industrial machinery parts and components is not just a compliance measure — it’s a strategic move that improves equipment uptime, assures hygiene and safety, and enhances your company’s reputation. As global regulations tighten and customer expectations rise, certified components offer long-term operational, financial, and competitive benefits. Whether you’re building new machinery or upgrading existing equipment, make certified components a non-negotiable standard in your procurement and engineering practices. Industrial machinery requires precision-engineered components that meet exacting standards for durability, safety, and performance. This comprehensive guide explores the essential machinery parts that drive modern manufacturing across food processing, packaging, and chemical industries. Understanding the difference between Pillow Blocks and Flange Bearings is crucial for engineers and procurement professionals seeking to optimize equipment longevity. Pillow block bearings, also known as plummer blocks, are self-aligning bearing units that simplify installation and significantly reduce maintenance costs. These versatile components mount on machine frames and support rotating shafts with exceptional precision, ensuring smooth operation in demanding industrial environments. Flange bearing units offer a more compact alternative, featuring integrated flanges that enable direct mounting to flat surfaces without additional hardware. Both designs come in various materials, including stainless steel grades optimized for corrosive environments and food-grade applications where hygiene is paramount. The importance of material selection cannot be overstated in machinery design. Stainless Steel 440 and 420 grades offer distinctly different properties suited to specific applications and environmental conditions. The 440 stainless steel variant provides superior hardness and exceptional edge retention, making it ideal for cutting tools and high-wear applications requiring maximum durability. Meanwhile, 420 stainless steel offers better corrosion resistance and is preferred in food processing equipment where chemical exposure is common. Hygienic stainless steel components have become essential in food machinery, meeting EHEDG standards and facilitating rapid equipment cleaning required in modern food production facilities. Understanding ingress protection ratings is equally critical for machinery durability and operational reliability. IP67 rating ensures protection against dust and temporary water immersion, while IP68 rating provides complete dust protection and sustained water immersion capabilities for submerged operations. The IP69K standard represents the highest protection level, specifically designed for high-pressure wash-down environments found in industrial food processing facilities. These ratings define how effectively machinery components withstand environmental challenges and maintain performance. Modern industrial facilities increasingly demand equipment that combines high performance with ease of maintenance and sanitation. The choice between different bearing types depends on operational requirements, environmental conditions, and budget constraints. Proper component selection ensures extended equipment lifespan, reduced downtime, and improved operational efficiency.The Power of Certified Industrial Machinery Parts and Components
NHK insight
“EHEDG and 3-A certified components turn hygiene from a subjective discussion into a documented, auditable standard.”Why Certification Matters in Industrial Machinery
Key Benefits of Certified Components
Types of Certified Industrial Machinery Parts
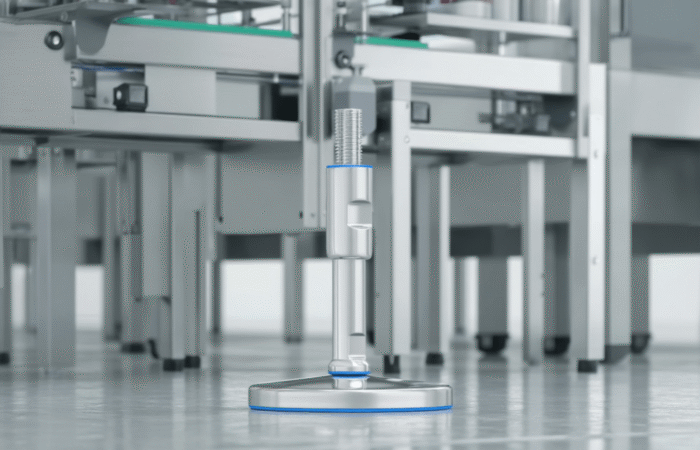
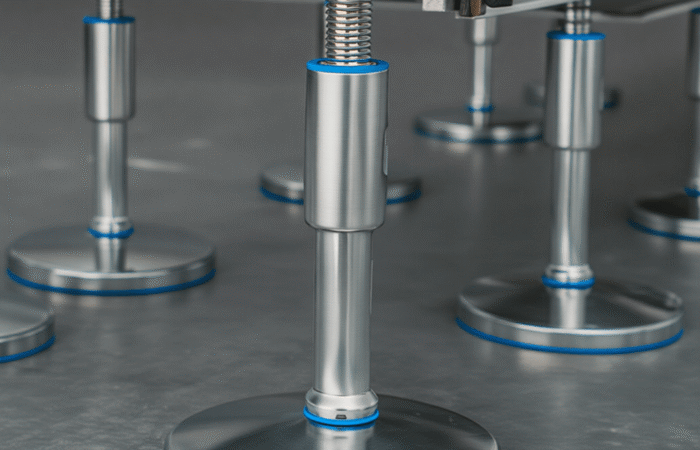
1. Certified Stainless Steel Leveling Feet
2. Certified Bearings and Bearing Units
3. Hygienic Star Knobs and Handles
4. Certified Conveyor System Parts
5. Anti-Vibration Mounts and Damping Elements
The Role of Certification Bodies
How Certified Parts Impact Industry Performance
1. Improved Equipment Lifecycle
2. Streamlined Maintenance and Cleaning
3. Enhanced Product Quality
4. Competitive Advantage in the Market
Sourcing the Right Certified Components
Future Trends: Digital Certification and Smart Components
Certification as a Strategic Investment


Contact
Understanding Machinery Components & Protection Standards