The Silent Killer of Conveyor Efficiency: Are Your Components Creating Bottlenecks?
In any high-volume production facility, the conveyor system is the backbone of your operation. Its smooth, uninterrupted flow is directly linked to your profitability. However, from our decades of experience at NHK Group, we know that many companies unknowingly build vulnerabilities right into the heart of their systems by using standard, non-specialized components.
A single seized bearing after a washdown, a misaligned conveyor section due to an unstable foot, or a broken castor on a mobile unit—these seemingly small issues create major bottlenecks, leading to costly downtime and maintenance headaches. This article explores the critical components that every modern conveying system needs to achieve maximum reliability and efficiency, especially in demanding environments.
The Core Challenge: Constant Motion, High Loads, and Strict Hygiene
Conveyor systems face a unique combination of challenges that push standard components to their limits:
Continuous Operation: Parts are in constant motion, leading to accelerated wear and tear.
Dynamic Loads: The weight of products and the start/stop nature of the line create constant dynamic stress.
Hygiene Requirements: In the food, beverage, and pharmaceutical industries, every part of the conveyor must be easy to clean and resistant to bacterial growth.
Washdown Environments: Frequent exposure to water and aggressive cleaning agents causes rapid corrosion in non-stainless steel parts.
Our Solution: Engineering for Uninterrupted Flow
At NHK Group, we don’t just supply parts; we engineer robust solutions designed to eliminate these failure points. Our philosophy is that every component on your conveyor line must be a fortress of reliability. Here’s how our key products address these challenges:
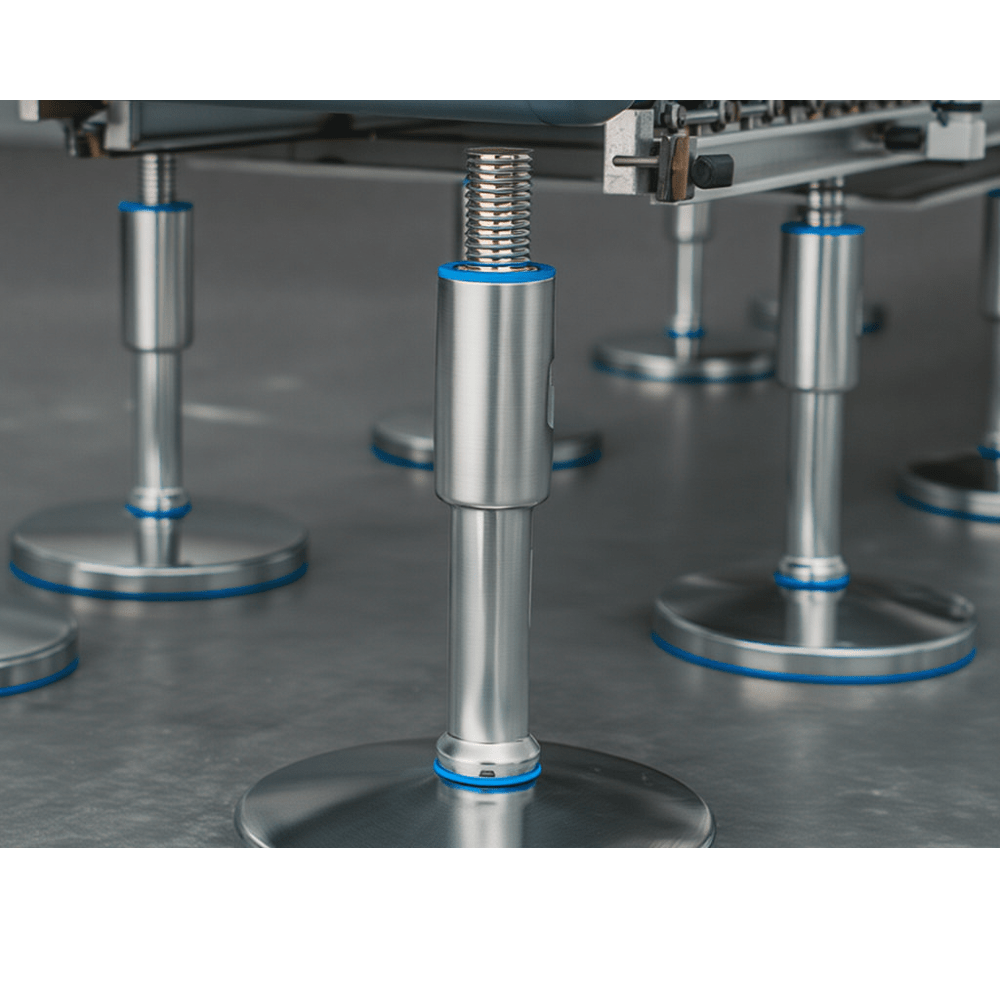
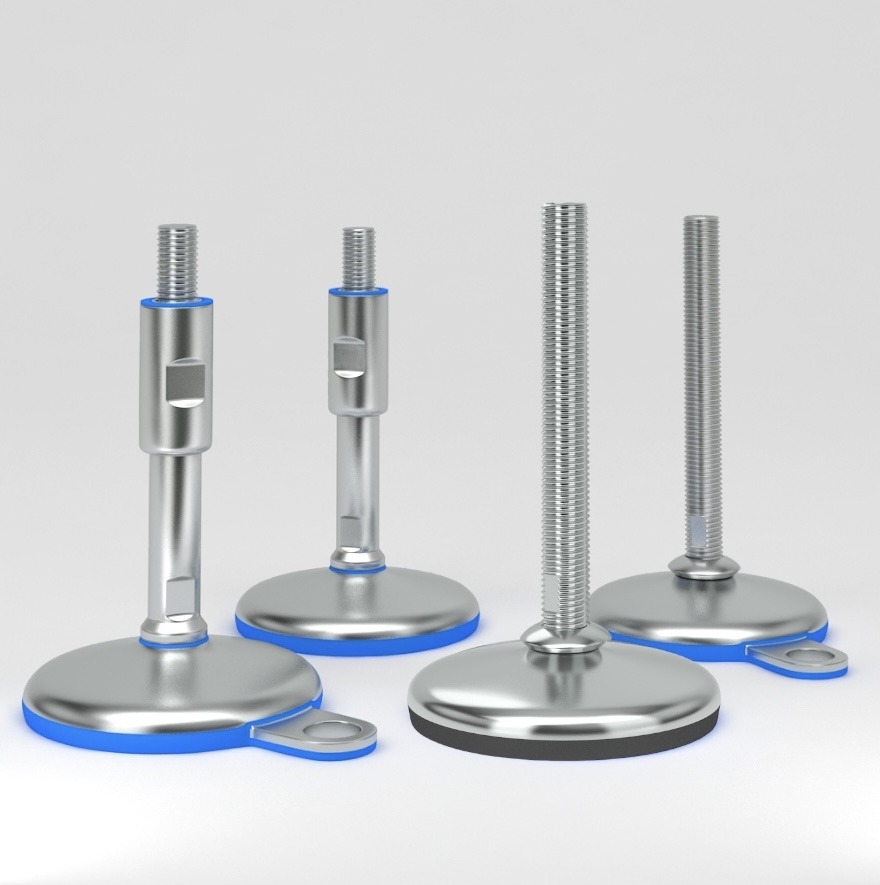
1. The Foundation: Absolute Stability with Hygienic Levelling Feet
The Challenge: Long conveyor lines are notoriously difficult to keep perfectly level, leading to product jams and uneven belt wear.
Our Solution: Our hygienic levelling feet are the essential starting point for any reliable conveyor. We craft them from solid 316L stainless steel for ultimate stability and corrosion resistance. Their precise adjustability allows for perfect alignment across the entire line, while their hygienic design ensures they are easy to clean and compliant with food safety standards.

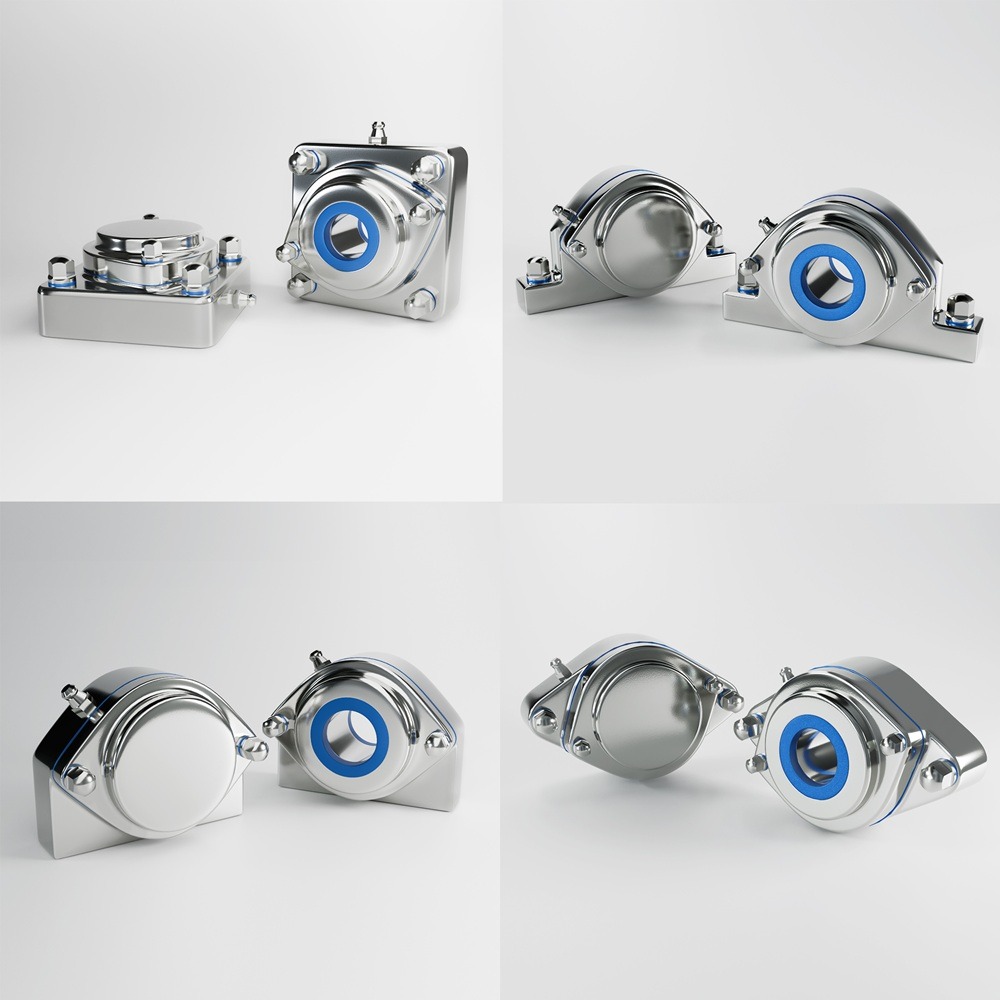
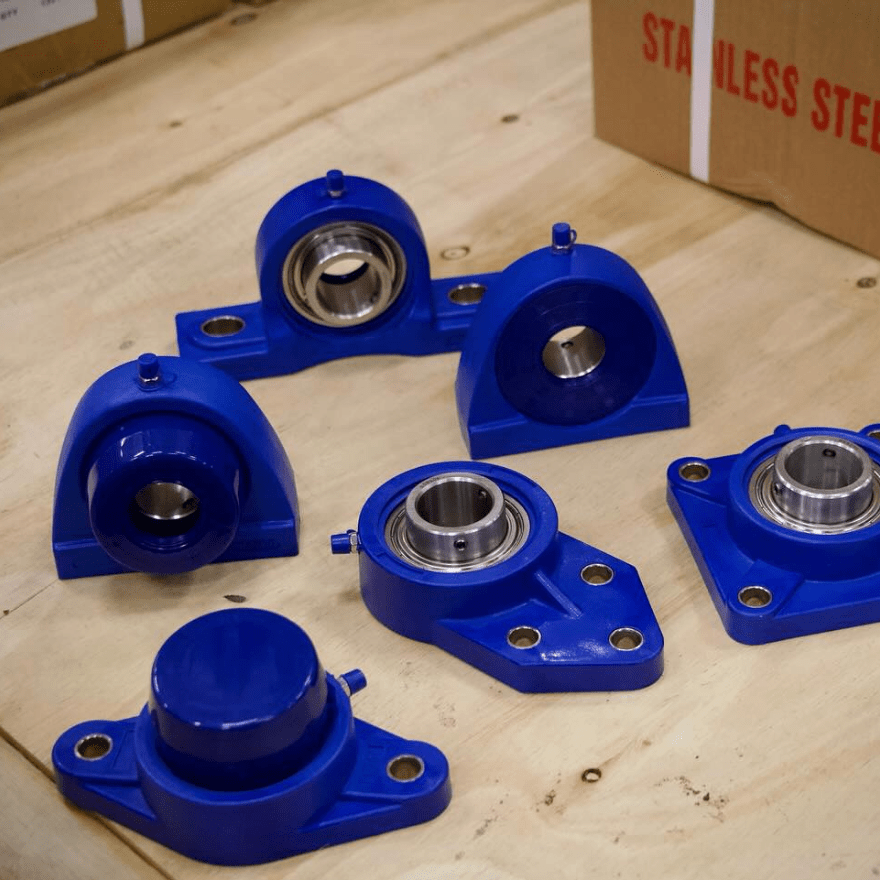
2. The Heart of Motion: IP67 Waterproof Bearing House Units
The Challenge: Bearings are the most common point of failure on conveyors in washdown environments. Water ingress leads to rust, seizure, and immediate production stops.
Our Solution: We consider our IP67 waterproof bearing house units to be the ultimate insurance policy against downtime. Their IP67 rating guarantees a complete seal against high-pressure water jets and contaminants. This means your conveyor keeps running smoothly, day after day, drastically reducing maintenance needs and extending the life of your entire system.

3. Mobile Flexibility: Hygienic Industrial Castors
The Challenge: Mobile conveyors and associated equipment need to move effortlessly and safely, without compromising the hygiene of the production floor.
Our Solution: Our hygienic industrial castors are engineered for the toughest industrial environments. With sealed bearings to prevent contamination and a smooth, easy-to-clean design, they are perfect for facilities where both mobility and sanitation are critical. Their robust build ensures they can handle heavy loads with ease.


4. System Integrity: Every Component Matters
The Challenge: A conveyor’s reliability depends on more than just its major parts. Standard bolts, brackets, and side guides can corrode and become hygiene risks.
Our Solution: Our comprehensive range of hygienic machinery components in stainless steel ensures system-wide compliance and durability. From sealed nuts to polished side guides, we provide every part you need to build a conveyor line that is truly robust from end to end.






The Real-World Impact: From Constant Repairs to Continuous Operation
The difference is tangible. One of our clients in the beverage bottling industry reported that switching to our IP67 bearings reduced their conveyor-related downtime by over 50%. They went from replacing standard bearings every few months to simply performing routine inspections. This is the power of investing in components designed for the specific application.
Conclusion: Build a Conveyor Line That Never Stops
Your conveyor system should be a source of efficiency, not frustration. By choosing a specialist manufacturer like NHK Group, you are investing in components that are expertly engineered to withstand the real-world challenges of your industry.
Ready to eliminate the weak links in your conveying system?
Our experts are ready to help you build a line that is more reliable, hygienic, and efficient.
Contact
Understanding Machinery Components & Protection Standards
Industrial machinery requires precision-engineered components that meet exacting standards for durability, safety, and performance. This comprehensive guide explores the essential machinery parts that drive modern manufacturing across food processing, packaging, and chemical industries. Understanding the difference between Plummer Blocks and Direct Mount Bearings is crucial for engineers and procurement professionals seeking to optimize equipment longevity. Pillow block bearings, also known as plummer blocks, are self-aligning bearing units that simplify installation and significantly reduce maintenance costs. These versatile components mount on machine frames and support rotating shafts with exceptional precision, ensuring smooth operation in demanding industrial environments. Flange bearing units offer a more compact alternative, featuring integrated flanges that enable direct mounting to flat surfaces without additional hardware. Both designs come in various materials, including stainless steel grades optimized for corrosive environments and food-grade applications where hygiene is paramount. The importance of material selection cannot be overstated in machinery design. 440 Stainless Steel and 420 grades offer distinctly different properties suited to specific applications and environmental conditions. The 440 stainless steel variant provides superior hardness and exceptional edge retention, making it ideal for cutting tools and high-wear applications requiring maximum durability. Meanwhile, 420 stainless steel offers better corrosion resistance and is preferred in food processing equipment where chemical exposure is common. Hygienic stainless steel components have become essential in food machinery, meeting EHEDG standards and facilitating rapid equipment cleaning required in modern food production facilities. Understanding ingress protection ratings is equally critical for machinery durability and operational reliability. IP67 rating ensures protection against dust and temporary water immersion, while IP68 rating provides complete dust protection and sustained water immersion capabilities for submerged operations. The IP69K standard represents the highest protection level, specifically designed for high-pressure wash-down environments found in industrial food processing facilities. These ratings define how effectively machinery components withstand environmental challenges and maintain performance. Modern industrial facilities increasingly demand equipment that combines high performance with ease of maintenance and sanitation. The choice between different bearing types depends on operational requirements, environmental conditions, and budget constraints. Proper component selection ensures extended equipment lifespan, reduced downtime, and improved operational efficiency.