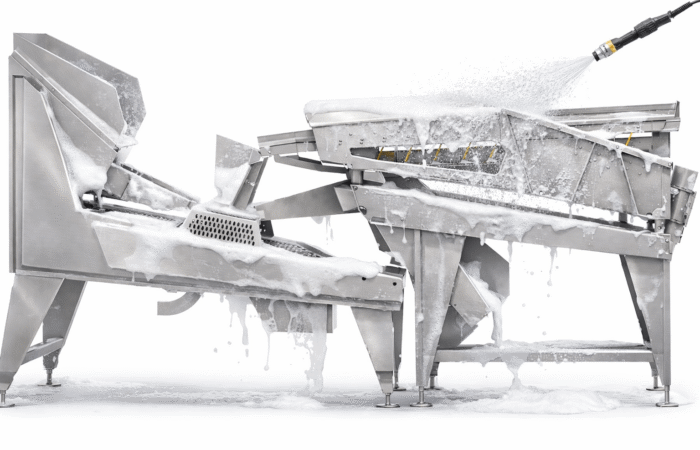
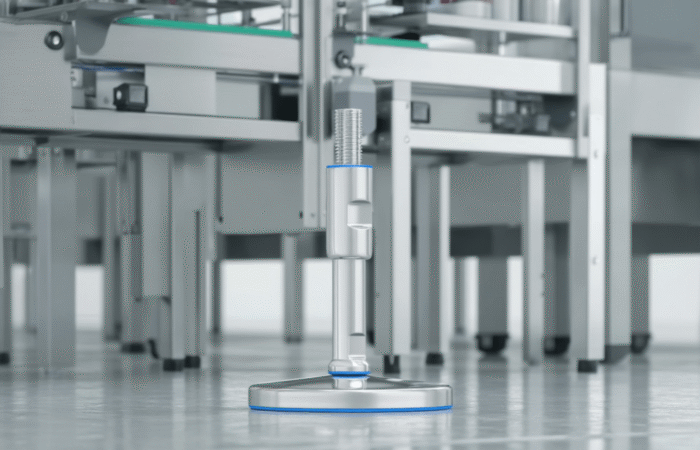
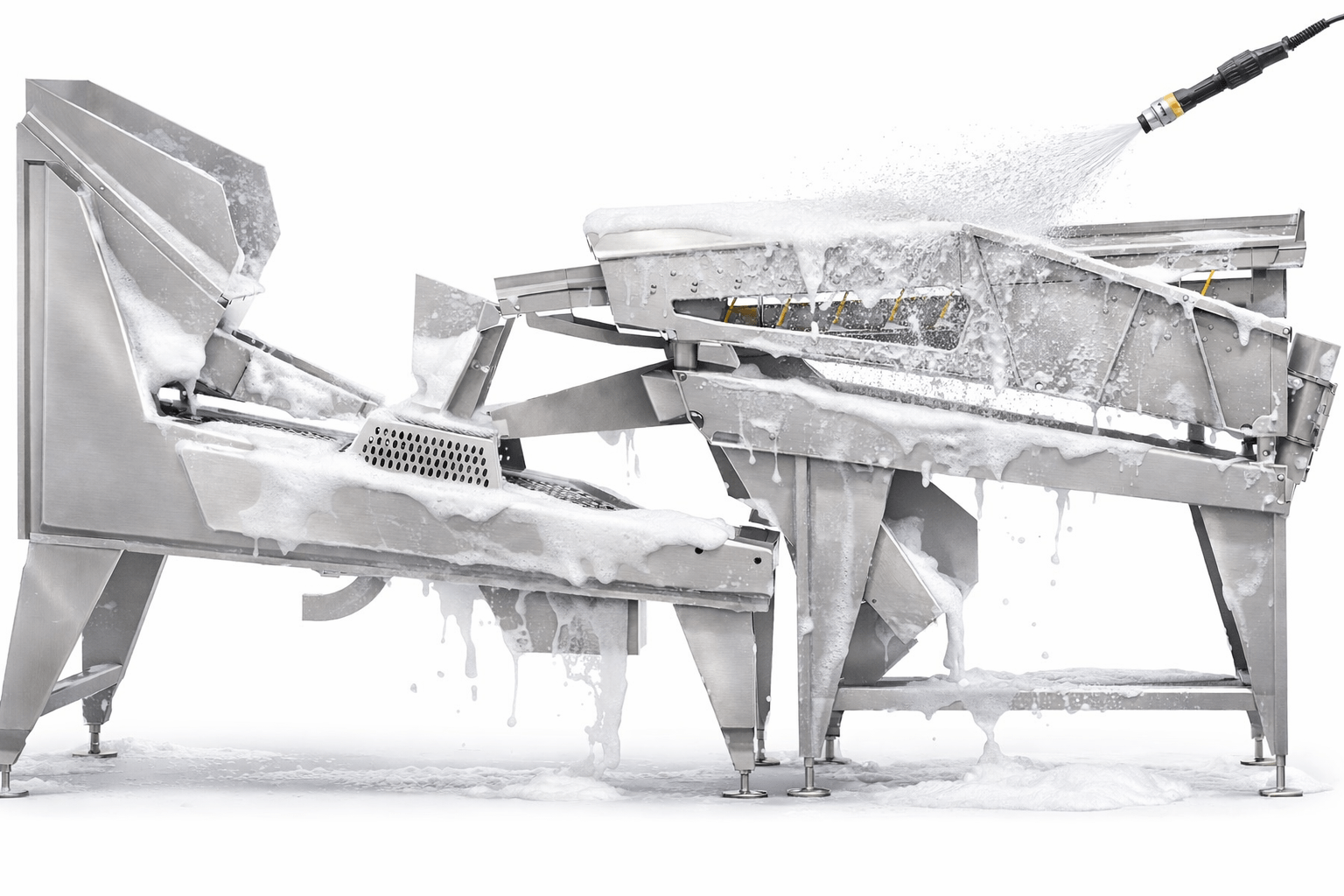
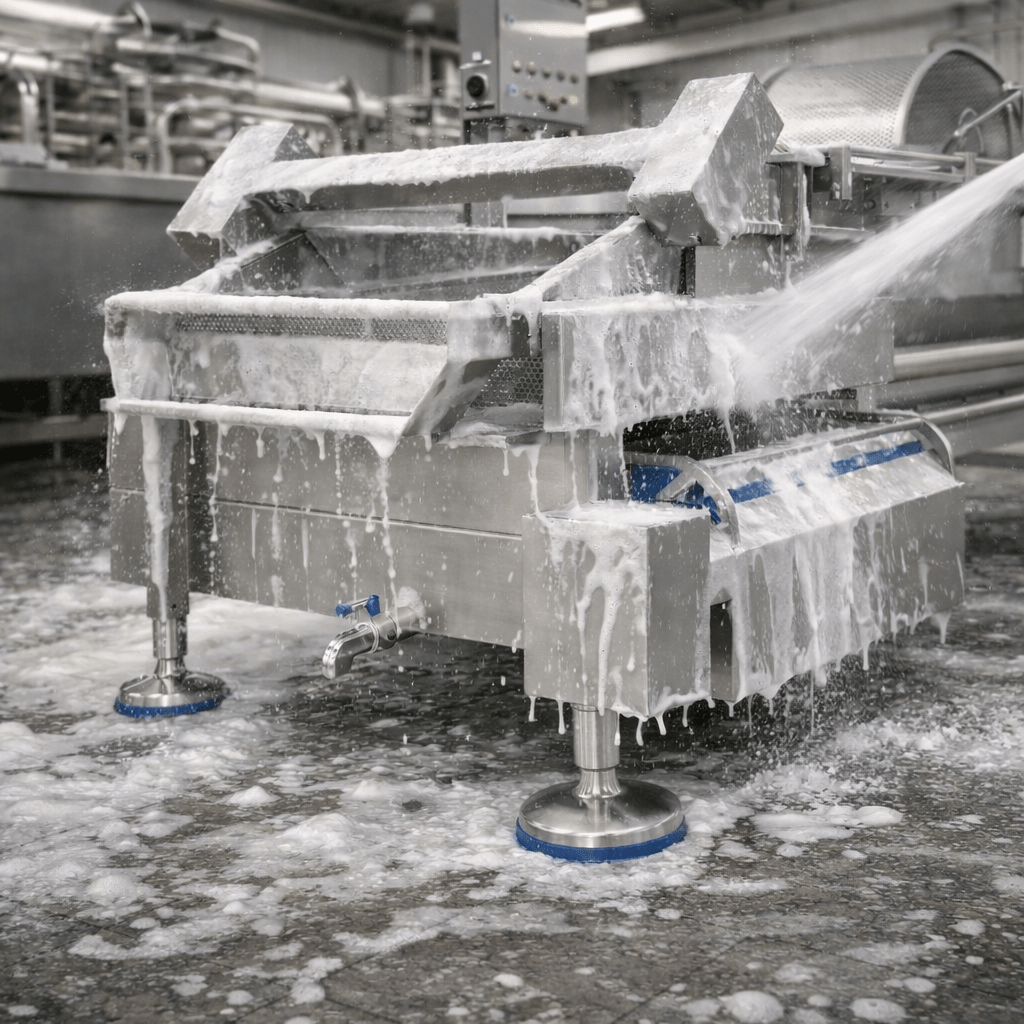
The COVID-19 pandemic has profoundly impacted every aspect of our lives, including the way we perceive and manage food safety and hygiene. As the world grapples with the aftermath of the pandemic, there has been a significant shift towards more stringent standards for food safety, traceability, and hygiene practices. This article delves into these enhanced standards and presents case studies to illustrate how businesses have adapted to meet these new expectations. In the post-COVID-19 world, consumers are more concerned than ever about the origins and safety of their food. Enhanced traceability systems have become crucial in ensuring that every step of the food production process is transparent. This includes tracking the journey of food from farm to fork, allowing consumers and regulatory bodies to quickly identify and address potential safety issues. Stringent hygiene practices have always been a cornerstone of food safety, but the pandemic has underscored their importance. Enhanced cleaning protocols, regular sanitization, and the use of personal protective equipment (PPE) are now standard practices in food production and processing facilities. These measures help prevent contamination and ensure the safety of both workers and consumers. Governments and international organizations have updated their food safety regulations to address the challenges posed by the pandemic. These regulations focus on improving sanitation, ensuring the safety of food handlers, and enhancing the overall safety of the food supply chain. Compliance with these regulations is critical for businesses to maintain consumer trust and avoid legal repercussions. Nestlé, a global leader in the food and beverage industry, has implemented rigorous safety and hygiene measures across its production facilities. Post-COVID-19, the company enhanced its traceability systems to ensure that all ingredients are sourced from reliable suppliers. Nestlé also introduced advanced sanitation protocols and regular health checks for employees, significantly reducing the risk of contamination. Chipotle Mexican Grill, a fast-casual restaurant chain, has always prioritized food safety. In response to the pandemic, Chipotle introduced the “Chipotle Cultivate Foundation,” focusing on enhanced food safety practices. The company implemented contactless delivery, increased sanitization efforts, and ensured that all ingredients are traceable back to their sources, providing consumers with confidence in their food’s safety. Danone, a multinational food-products corporation, has taken significant steps to enhance its food safety and hygiene standards. The company invested in state-of-the-art traceability technology, allowing it to monitor the entire supply chain. Danone also prioritized employee safety by providing PPE and implementing strict hygiene protocols in all its facilities, ensuring the production of safe and healthy food products. As one of the largest retail chains globally, Walmart has a vast and complex food supply chain. Post-COVID-19, Walmart enhanced its food safety measures by implementing blockchain technology for better traceability. This technology allows Walmart to trace the journey of food products from suppliers to store shelves within seconds. Additionally, Walmart introduced rigorous hygiene standards in its stores and distribution centers to protect both employees and customers. The COVID-19 pandemic has brought food safety and hygiene to the forefront of public consciousness. Enhanced standards for food safety, traceability, and hygiene practices are now essential for ensuring the safety of the global food supply chain. Companies like Nestlé, Chipotle, Danone, and Walmart have set exemplary standards by adopting advanced technologies and rigorous safety protocols. As we move forward, maintaining these enhanced standards will be crucial for safeguarding public health and ensuring consumer confidence in the food industry. Industrial machinery requires precision-engineered components that meet exacting standards for durability, safety, and performance. This comprehensive guide explores the essential machinery parts that drive modern manufacturing across food processing, packaging, and chemical industries. Understanding the difference between Pillow Block Units and Flange Bearings is crucial for engineers and procurement professionals seeking to optimize equipment longevity. Pillow block bearings, also known as plummer blocks, are self-aligning bearing units that simplify installation and significantly reduce maintenance costs. These versatile components mount on machine frames and support rotating shafts with exceptional precision, ensuring smooth operation in demanding industrial environments. Flange bearing units offer a more compact alternative, featuring integrated flanges that enable direct mounting to flat surfaces without additional hardware. Both designs come in various materials, including stainless steel grades optimized for corrosive environments and food-grade applications where hygiene is paramount. The importance of material selection cannot be overstated in machinery design. Type 440 Steel and 420 grades offer distinctly different properties suited to specific applications and environmental conditions. The 440 stainless steel variant provides superior hardness and exceptional edge retention, making it ideal for cutting tools and high-wear applications requiring maximum durability. Meanwhile, 420 stainless steel offers better corrosion resistance and is preferred in food processing equipment where chemical exposure is common. Hygienic stainless steel components have become essential in food machinery, meeting EHEDG standards and facilitating rapid equipment cleaning required in modern food production facilities. Understanding ingress protection ratings is equally critical for machinery durability and operational reliability. IP67 rating ensures protection against dust and temporary water immersion, while IP68 rating provides complete dust protection and sustained water immersion capabilities for submerged operations. The IP69K standard represents the highest protection level, specifically designed for high-pressure wash-down environments found in industrial food processing facilities. These ratings define how effectively machinery components withstand environmental challenges and maintain performance. Modern industrial facilities increasingly demand equipment that combines high performance with ease of maintenance and sanitation. The choice between different bearing types depends on operational requirements, environmental conditions, and budget constraints. Proper component selection ensures extended equipment lifespan, reduced downtime, and improved operational efficiency.Enhanced Standards for Food Safety, Traceability, and Hygiene Practices Post-COVID-19
NHK insight
“Standardised, certified components reduce the engineering hours needed for documentation, risk assessments, and customer approvals.”Traceability and Transparency
Hygiene Practices
Regulatory Compliance
Case Study 1: Nestlé
Case Study 2: Chipotle Mexican Grill
Case Study 3: Danone
Case Study 4: Walmart
Enhanced Standards for Food Safety


Contact
Articles
Understanding Machinery Components & Protection Standards