When buyers search for a 3-A SSI authorized sanitary standard, they usually mean one of three things: a 3-A Sanitary Standard, a 3-A Accepted Practice, or equipment that is authorized to display the 3-A Symbol. The distinction matters. Technically, 3-A SSI develops standards and practices, while manufacturers receive authorization to display the 3-A Symbol on finished equipment that conforms to the applicable standard and passes independent verification. 3-A SSI has been a major reference point in hygienic equipment design for decades. The 3-A Symbol entered commercial use in 1956, and the organization’s current standards catalogue includes sanitary standards, accepted practices, and pharmaceutical practices. The latest catalogue also shows General Requirements, 3A 00-02, revised in 2026, which underlines that the framework continues to evolve rather than stand still. At its core, 3-A Sanitary Standards define sanitary criteria for the design and fabrication of equipment that contacts food. Their public-health purpose is straightforward: protect product from contamination and make product-contact surfaces cleanable, inspectable, and suitable for hygienic use. Accepted Practices extend that logic to systems, including installation and CIP-related criteria. The visible proof point is the 3-A Symbol, which manufacturers may use voluntarily only after meeting the program rules. That visible mark is not self-declared. A manufacturer must hire an accredited Certified Conformance Evaluator (CCE) to perform an on-site Third Party Verification (TPV) inspection of finished equipment. Any deficiencies found during inspection must be corrected before the equipment may display the 3-A Symbol. 3-A SSI also states that it does not accept other certifications or approvals as a substitute for TPV. The table below summarizes how the official 3-A structure works in practice. It is based on 3-A SSI’s standards catalogue, document library, and Symbol authorization resources. The biggest practical value of 3-A SSI appears during specification, purchasing, audit preparation, and hygienic redesign. Engineers use it to avoid dead zones, poor drainage, rough finishes, and inaccessible product-contact areas. Processors use it to compare suppliers on more than sales language. Sanitarians use it as a common reference point for uniform evaluation. In day-to-day operations, that means 3-A criteria can help teams: A key point often gets missed: 3-A SSI is about cleanability, hygienic design, materials, fabrication, and installation criteria where applicable. It is not a performance standard and it does not cover worker safety. That limitation is important because buyers should never treat a 3-A claim as a complete substitute for mechanical, operational, or plant-safety evaluation. Many people still associate 3-A SSI mainly with dairy, and that history is real. The framework has long-standing ties to dairy regulation and the Grade A Pasteurized Milk Ordinance (PMO). At the same time, 3-A SSI states that its standards and practices are also used as suitable sanitary criteria for broader food processing equipment, and the current catalogue includes pharmaceutical practices as well. Today, the catalogue covers equipment families such as tanks, pumps, valves, fittings, conveyors, spray cleaning devices, sensors, and even machine leveling feet and supports. Accepted Practices address areas like hygienic pipeline installation, membrane systems, plant environmental air quality, and pasteurizer systems. Pharmaceutical entries cover terminology, materials, and pumps for active pharmaceutical ingredients. Materials sit at the heart of 3-A SSI logic. The organization’s primer explains that AISI 300 series stainless steels are the basic recommended product-contact metals, while certain other materials may be allowed for specific functions. It also notes that rubber, rubber-like materials, and plastics used in product-contact areas must conform to the relevant material standards. Surface quality matters just as much as material selection. 3-A fabrication criteria generally call for product-contact surfaces equivalent to or smoother than 32 µin. (0.8 µm) Ra, free from pits, folds, and crevices. The guidance also stresses drainage, access for cleaning and inspection, and compatibility with the intended cleaning method, whether that means CIP, COP, or manual cleaning. Weld quality, radii, gasket details, and seal design also play a direct role. The training material tied to 3-A design principles highlights continuously welded product-contact joints, smooth weld areas, removable or bonded gaskets where required, and minimum internal radii rules for cleanability. Those details explain why “stainless steel” alone never proves hygienic design. Geometry, finish, and inspection access matter just as much. Experience teaches a simple lesson: the hard part of hygienic design is rarely the brochure. The hard part is consistent execution in the finished machine. A design may look sanitary in a drawing, yet fail in real use because of poor weld finishing, trapped product zones, weak drainability, or awkward access for manual inspection. That is exactly why 3-A SSI built independent TPV into the Symbol program. Plants also learn that verified hygienic design can reduce friction between engineering, QA, sanitation, and procurement. A shared reference creates faster decisions. Instead of arguing over vague claims like “food grade” or “washdown ready,” teams can ask whether a standard applies, whether TPV occurred, and whether the equipment appears in the public certificate database. 3-A SSI’s expertise comes from how the documents are developed. The organization follows a consensus process consistent with ANSI requirements, with input from equipment fabricators, processors, and regulatory sanitarians. That multi-stakeholder structure matters because it prevents the standard from becoming purely theoretical or purely commercial. Another sign of technical rigor is the requirement for an Engineering Design and Technical Construction File (EDTCF) for products seeking authorization. In other words, compliance is not supposed to live only in marketing claims. It needs supporting technical evidence. 3-A SSI is not a government regulator, yet its standards carry real authority in practice. The official primer explains that 3-A standards and practices have a long history as references for state and federal authorities. It further notes that, under the PMO, equipment meeting a current 3-A standard or accepted practice complies with the sanitary design and construction standards of that ordinance. For non-PMO food systems, 3-A guidance may also support compliance with FDA inspection expectations, cGMPs, and HACCP-related sanitary principles. That is a strong position: voluntary, but highly influential. Trust starts with the Symbol, but it should end with verification. 3-A SSI offers a public searchable certificate database for current authorizations. Just as important, the site states that equipment without the 3-A Symbol should be considered not covered by the 3-A Symbol Authorization Program. That does not automatically mean the equipment is poor. It does mean the buyer should not treat it as 3-A authorized. A practical buyer checklist looks like this: If you want the clearest answer, here it is: 3-A SSI authorized sanitary design is not just a label. It is a structured system built around hygienic design criteria, consensus-developed standards, independent verification, and public traceability. For food, dairy, beverage, and selected pharmaceutical applications, that combination makes 3-A SSI one of the strongest references available when cleanability and contamination control matter most. Industrial machinery requires precision-engineered components that meet exacting standards for durability, safety, and performance. This comprehensive guide explores the essential machinery parts that drive modern manufacturing across food processing, packaging, and chemical industries. Understanding the difference between Pillow Block Units and Flange Bearing Units is crucial for engineers and procurement professionals seeking to optimize equipment longevity. Pillow block bearings, also known as plummer blocks, are self-aligning bearing units that simplify installation and significantly reduce maintenance costs. These versatile components mount on machine frames and support rotating shafts with exceptional precision, ensuring smooth operation in demanding industrial environments. Flange bearing units offer a more compact alternative, featuring integrated flanges that enable direct mounting to flat surfaces without additional hardware. Both designs come in various materials, including stainless steel grades optimized for corrosive environments and food-grade applications where hygiene is paramount. The importance of material selection cannot be overstated in machinery design. Stainless Steel 440 and 420 grades offer distinctly different properties suited to specific applications and environmental conditions. The 440 stainless steel variant provides superior hardness and exceptional edge retention, making it ideal for cutting tools and high-wear applications requiring maximum durability. Meanwhile, 420 stainless steel offers better corrosion resistance and is preferred in food processing equipment where chemical exposure is common. Hygienic stainless steel components have become essential in food machinery, meeting EHEDG standards and facilitating rapid equipment cleaning required in modern food production facilities. Understanding ingress protection ratings is equally critical for machinery durability and operational reliability. IP67 rating ensures protection against dust and temporary water immersion, while IP68 rating provides complete dust protection and sustained water immersion capabilities for submerged operations. The IP69K standard represents the highest protection level, specifically designed for high-pressure wash-down environments found in industrial food processing facilities. These ratings define how effectively machinery components withstand environmental challenges and maintain performance. Modern industrial facilities increasingly demand equipment that combines high performance with ease of maintenance and sanitation. The choice between different bearing types depends on operational requirements, environmental conditions, and budget constraints. Proper component selection ensures extended equipment lifespan, reduced downtime, and improved operational efficiency.Everything You Want to Know About 3-A SSI Authorized Sanitary Standard
NHK insight
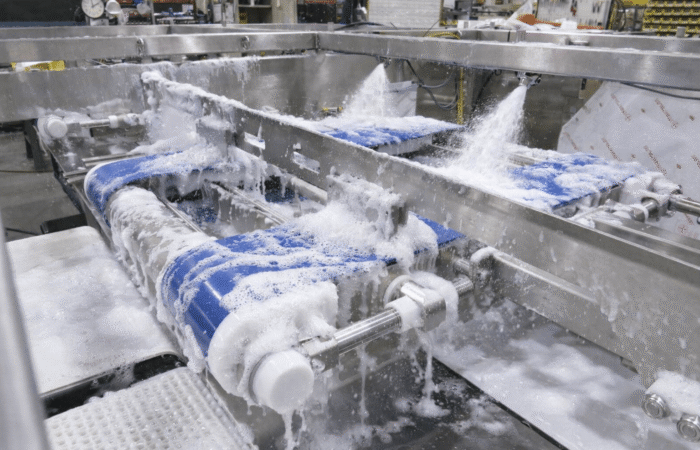
“Certification logos are not just marketing – they represent tested cleanability, drainability, and robustness under real process conditions.”What “3-A SSI authorized” actually means
Comparison table: standards, practices, and authorization
Aspect 3-A Sanitary Standards 3-A Accepted Practices 3-A Symbol Authorization Main purpose Hygienic design and fabrication criteria for equipment Hygienic criteria for systems, installation, CIP, and related process requirements Public mark showing qualified equipment conforms to an applicable 3-A standard Scope Individual equipment Processing systems and support systems Finished equipment licensed to display the Symbol Examples Pumps, tanks, valves, fittings, conveyors, machine leveling feet Pasteurizer systems, installation and CIP of hygienic pipelines, membrane systems Authorized equipment listed in the public certificate database Verification Standard sets the criteria Practice sets the criteria Independent TPV inspection by a CCE is required Buyer value Design benchmark System benchmark Fast, visible confidence and traceability Usage: where 3-A SSI adds real value
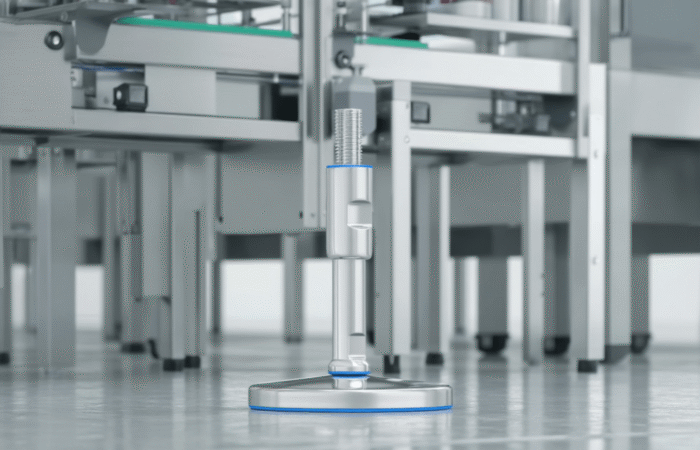
Industries: not only dairy
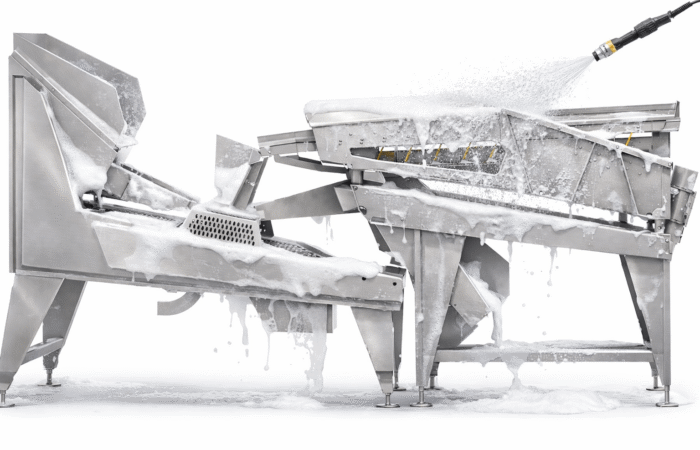
Materials: what sanitary design demands
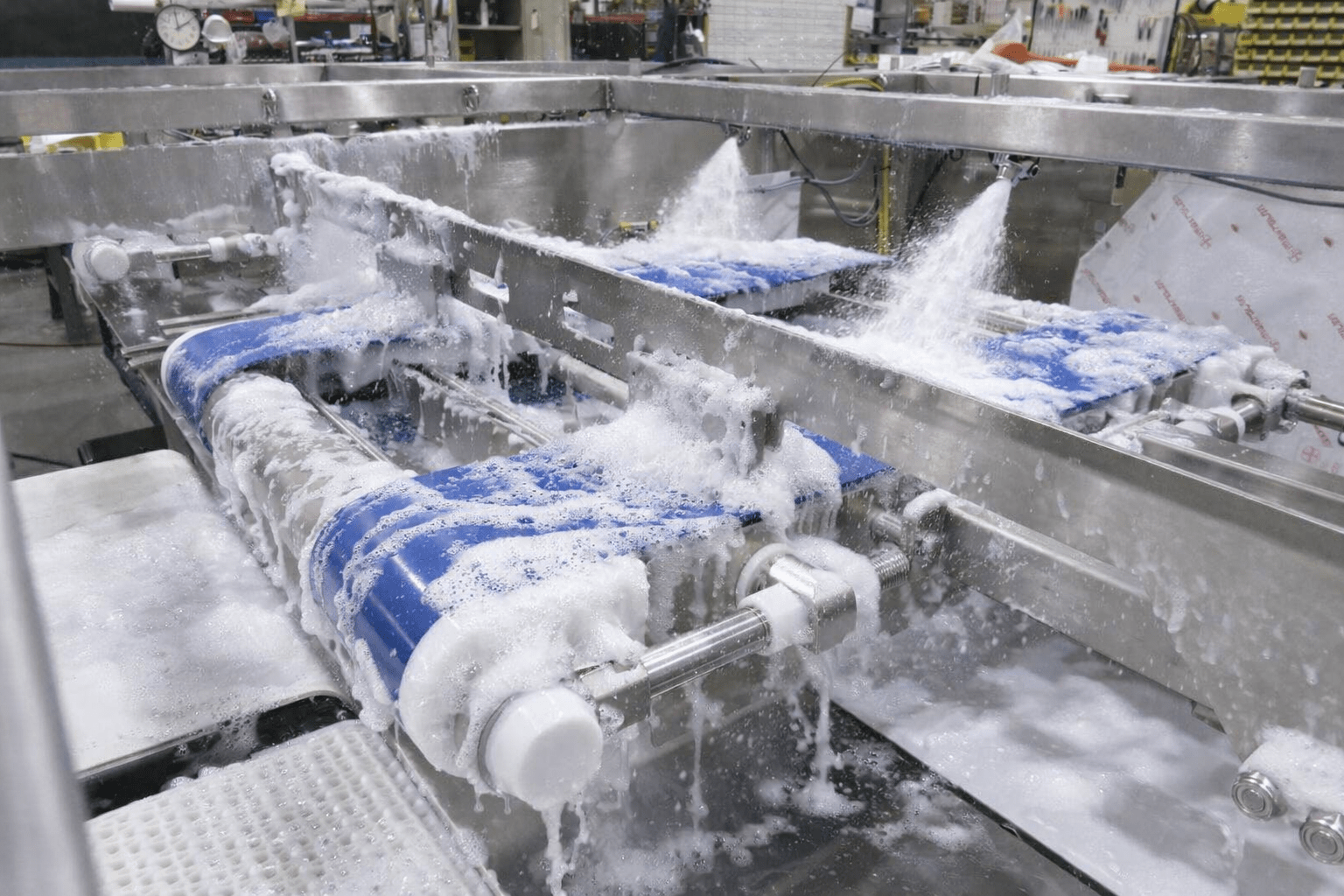
Experience: what processors learn in the field
Expertise: why the 3-A system carries technical weight
Authoritativeness: where 3-A stands with regulators
Trustworthiness: how buyers can verify claims
Final takeaway




Contact
Articles
Understanding Machinery Components & Protection Standards