In today’s competitive manufacturing and processing environments, efficient material handling and production processes are critical for success. Key industries, such as packaging, food processing, pharmaceutical, and biotechnology, rely on conveyor systems to move products quickly, safely, and hygienically. The quality and reliability of conveyor parts, particularly those made from stainless steel, have become a cornerstone of strategic planning and development in these industries. Stainless steel conveyor parts provide durability, corrosion resistance, and compliance with stringent hygiene standards, making them ideal for use in highly regulated environments. Stainless steel is a favored material in industries where cleanliness, strength, and resistance to extreme conditions are essential. Its non-corrosive properties and ability to withstand high temperatures make it ideal for conveyor components in industries like food processing and pharmaceuticals, where hygiene is paramount. Additionally, the long-lasting nature of stainless steel reduces maintenance and replacement costs, aligning with the goals of strategic planning to maximize efficiency and minimize downtime. Using stainless steel conveyor parts in key industries offers multiple benefits: In the packaging industry, the ability to adapt to rapid production changes while maintaining quality and speed is a competitive advantage. Stainless steel conveyor parts are essential for packaging operations as they offer a clean and sterile environment, especially for food and pharmaceuticals, where even minor contamination could result in costly recalls. Strategic development in packaging focuses on increasing automation and implementing conveyor systems that improve throughput without sacrificing product safety. Stainless steel conveyor parts, such as rollers, belts, and frames, support high-speed production lines while being easy to clean and maintain. This ensures that downtime due to cleaning or part failure is minimized, directly impacting profitability and operational efficiency. Furthermore, the durability of stainless steel parts ensures long-term operational success, reducing the frequency of part replacements and repairs. This aligns with strategic goals focused on reducing total cost of ownership (TCO) and increasing return on investment (ROI) through effective asset utilization. The food processing industry places hygiene and safety at the forefront of its operations. Conveyor systems are often exposed to moisture, oils, and varying temperatures, making corrosion-resistant materials like stainless steel essential. The adoption of stainless steel conveyor parts supports compliance with strict health and safety regulations, including those set by agencies such as the FDA and European Food Safety Authority. Strategic planning in food processing is driven by the need for flexible, scalable solutions that can handle a wide range of products. Stainless steel conveyors and components are designed to meet these needs, offering easy-to-clean surfaces that prevent contamination and ensure product safety. Additionally, stainless steel conveyor parts enhance production efficiency by reducing friction, which lowers energy consumption and wear on moving parts. This not only extends the life of the conveyor system but also supports sustainability initiatives, which are increasingly becoming a part of strategic development in food processing. With growing demand for eco-friendly operations, stainless steel’s recyclability is another benefit that aligns with these sustainability goals. In the pharmaceutical industry, stainless steel conveyor parts are critical to maintaining sterile environments and preventing cross-contamination. Every aspect of pharmaceutical manufacturing must comply with Good Manufacturing Practices (GMP) and strict regulatory standards. The use of stainless steel in conveyors ensures that all materials and products are handled in a way that minimizes the risk of contamination. Strategic planning in pharmaceutical manufacturing involves ensuring consistent product quality while optimizing production processes. The strength and cleanliness of stainless steel conveyor parts play a crucial role in achieving these objectives. Stainless steel belts, chains, and sprockets can be sanitized easily between production batches, ensuring that the same conveyor system can be used for multiple products without compromising quality. Moreover, stainless steel conveyor parts are resistant to chemicals, making them suitable for use in environments where aggressive cleaning agents are necessary. This resistance further extends the lifespan of conveyor components, reducing downtime and costs associated with frequent replacement, which is a key aspect of long-term strategic planning. Biotechnology is one of the fastest-growing industries, with increasing demand for highly specialized products. The need for precision, cleanliness, and contamination control is particularly high in biotech manufacturing. Stainless steel conveyor systems are ideal for biotechnology applications due to their hygienic properties and compatibility with the sensitive nature of biopharmaceutical products. Strategic development in biotechnology often focuses on process automation, where stainless steel conveyor parts enable smooth, contamination-free transfer of delicate products. The use of stainless steel in conveyor frames, rollers, and belts ensures that systems can handle both small-scale and large-scale production while adhering to strict cleanliness standards. Furthermore, the scalability and flexibility of stainless steel conveyor systems allow biotechnology companies to rapidly adjust production capacities in response to market demands. This is especially important in an industry where innovation and agility are key to staying competitive. By integrating stainless steel conveyor parts, biotech firms can maintain high operational standards while strategically planning for future growth. Stainless steel conveyor parts play a critical role in strategic planning and development across the packaging, food processing, pharmaceutical, and biotechnology industries. Their durability, hygiene, and safety benefits make them essential for companies looking to optimize production processes, ensure compliance with regulatory standards, and improve overall efficiency. By investing in stainless steel conveyor components, organizations can enhance their long-term operational resilience, reduce costs, and stay competitive in today’s dynamic market landscape. As industries continue to evolve, the strategic incorporation of stainless steel conveyor parts into automated systems will remain a key driver of innovation and growth, allowing companies to meet the demands of tomorrow while maintaining the highest standards of today. Industrial machinery requires precision-engineered components that meet exacting standards for durability, safety, and performance. This comprehensive guide explores the essential machinery parts that drive modern manufacturing across food processing, packaging, and chemical industries. Understanding the difference between Pillow Block Units and Flange Bearing Units is crucial for engineers and procurement professionals seeking to optimize equipment longevity. Pillow block bearings, also known as plummer blocks, are self-aligning bearing units that simplify installation and significantly reduce maintenance costs. These versatile components mount on machine frames and support rotating shafts with exceptional precision, ensuring smooth operation in demanding industrial environments. Flange bearing units offer a more compact alternative, featuring integrated flanges that enable direct mounting to flat surfaces without additional hardware. Both designs come in various materials, including stainless steel grades optimized for corrosive environments and food-grade applications where hygiene is paramount. The importance of material selection cannot be overstated in machinery design. Type 440 Steel and 420 grades offer distinctly different properties suited to specific applications and environmental conditions. The 440 stainless steel variant provides superior hardness and exceptional edge retention, making it ideal for cutting tools and high-wear applications requiring maximum durability. Meanwhile, 420 stainless steel offers better corrosion resistance and is preferred in food processing equipment where chemical exposure is common. Hygienic stainless steel components have become essential in food machinery, meeting EHEDG standards and facilitating rapid equipment cleaning required in modern food production facilities. Understanding ingress protection ratings is equally critical for machinery durability and operational reliability. IP67 rating ensures protection against dust and temporary water immersion, while IP68 rating provides complete dust protection and sustained water immersion capabilities for submerged operations. The IP69K standard represents the highest protection level, specifically designed for high-pressure wash-down environments found in industrial food processing facilities. These ratings define how effectively machinery components withstand environmental challenges and maintain performance. Modern industrial facilities increasingly demand equipment that combines high performance with ease of maintenance and sanitation. The choice between different bearing types depends on operational requirements, environmental conditions, and budget constraints. Proper component selection ensures extended equipment lifespan, reduced downtime, and improved operational efficiency.Strategic Planning and Development Using Stainless Steel Conveyor Parts in the Packaging, Food Processing, Pharmaceutical, and Biotechnology Industries
NHK insight
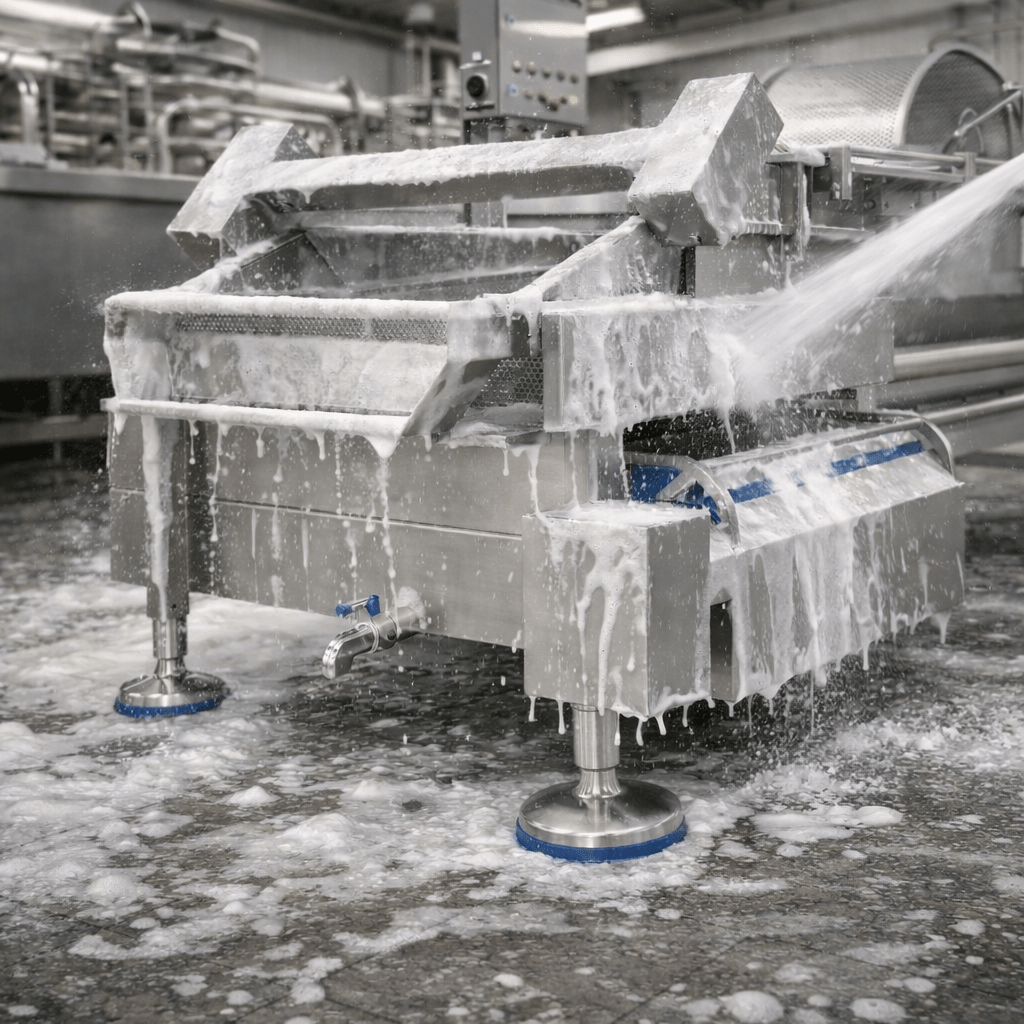
“Certification logos are not just marketing – they represent tested cleanability, drainability, and robustness under real process conditions.”Importance of Stainless Steel Conveyor Parts
Strategic Planning in the Packaging Industry
Stainless Steel Conveyor Parts in Food Processing
Pharmaceutical Industry Applications
Biotechnology Industry Advancements
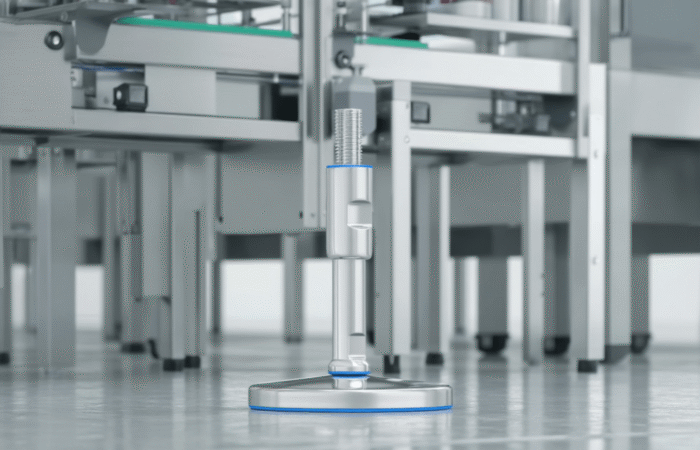
Conveyor parts in stainless steel industrial design


Contact
Articles
Understanding Machinery Components & Protection Standards