In today’s competitive industrial landscape, the drive for efficiency, compliance, and innovation has never been more pressing. This is especially true in the packaging, food processing, pharmaceutical, and biotechnology industries. These sectors demand the highest standards of hygiene, reliability, and durability from the equipment they use. One of the key components ensuring these standards are met is the use of stainless steel hygienic conveyor systems. From strategic planning to operational execution, these components are a game-changer in achieving both production efficiency and regulatory compliance. Hygienic design in conveyors is not just a recommendation—it’s often a regulatory requirement, especially in industries handling sensitive products like food, pharmaceuticals, and biotechnology. Stainless steel components are critical to these systems because they offer superior corrosion resistance, are easy to clean, and can withstand the harsh environments typical in these industries. For businesses involved in strategic planning and development, investing in these conveyor systems provides long-term value, not only from an operational perspective but also in terms of compliance with hygiene standards and improving product quality. The packaging industry often deals with a wide range of products that require hygienic handling, particularly when dealing with food or pharmaceutical products. Conveyor systems with stainless steel components ensure that products are moved through the production line without contamination risks, adhering to stringent industry regulations such as the FDA and GMP standards. From a strategic standpoint, companies in the packaging industry must consider the integration of stainless steel conveyors into their operations as part of their development roadmap. These components not only ensure that hygiene standards are met but also reduce downtime due to cleaning and maintenance. Stainless steel is resistant to bacteria growth, and its non-porous nature makes it the ideal material for equipment used in environments where sanitation is paramount. The food processing industry faces a unique set of challenges, primarily concerning contamination risks. This makes the use of hygienic conveyor components a critical factor in the industry’s strategic planning. Conveyor systems with stainless steel components are designed to withstand regular washdowns and resist corrosion from harsh chemicals used in cleaning processes. Stainless steel conveyors also enhance the durability and lifespan of equipment, reducing the need for frequent replacements. For food processors, investing in these hygienic systems is not just about compliance—it’s about ensuring product integrity, improving operational efficiency, and safeguarding their brand reputation. Incorporating stainless steel conveyors into a food processing facility is a strategic move that aligns with long-term goals of reducing contamination risks and complying with food safety standards like HACCP (Hazard Analysis and Critical Control Points) and ISO 22000. These systems support traceability, which is crucial for any modern food processing plant. The pharmaceutical industry is heavily regulated, with strict guidelines governing every aspect of production, including the equipment used. Stainless steel hygienic conveyor components play a pivotal role in maintaining the sterile conditions required for pharmaceutical production. Contamination in pharmaceutical manufacturing can result in compromised products and costly recalls, making hygienic design an absolute necessity. Incorporating stainless steel conveyors into strategic planning ensures that pharmaceutical companies remain compliant with standards such as GMP (Good Manufacturing Practices) and USP (United States Pharmacopeia). These components are designed to be easily cleaned, reducing the risk of cross-contamination between batches of products, which is a critical factor in pharmaceutical manufacturing. Furthermore, stainless steel conveyors in the pharmaceutical industry offer increased reliability and reduce the risk of equipment failure, ensuring that production processes run smoothly. For businesses in the pharmaceutical sector, incorporating these hygienic systems into their operational infrastructure is a vital step in achieving efficiency, compliance, and growth. The biotechnology industry is at the forefront of innovation, often developing products that require precise and sterile manufacturing environments. Stainless steel conveyor systems play an essential role in ensuring that these environments are maintained. Whether the focus is on producing biologics, vaccines, or other biotechnological products, maintaining a contaminant-free production line is critical. For strategic planners in the biotechnology sector, investing in stainless steel hygienic conveyor components is a forward-thinking decision that not only supports operational efficiency but also positions the company for future growth. These components offer the flexibility to handle the evolving needs of biotech production, from small-scale research labs to large-scale production facilities. The biotechnology industry, like pharmaceuticals, operates under stringent regulatory oversight. Incorporating hygienic design into conveyor systems ensures that companies can meet industry standards such as ISO 13485 (Medical devices — Quality management systems) and cGMP (Current Good Manufacturing Practice). Stainless steel conveyors facilitate efficient cleaning processes, reducing downtime and maximizing productivity. From a strategic planning perspective, incorporating stainless steel hygienic conveyor systems into industrial operations is a sound investment that delivers numerous benefits. These systems are designed to meet current regulatory standards while offering scalability for future needs. For companies in the packaging, food processing, pharmaceutical, and biotechnology industries, the use of these conveyors can significantly reduce contamination risks, lower maintenance costs, and extend equipment life. Moreover, stainless steel hygienic conveyor systems are adaptable and can be integrated with modern automation technologies, further enhancing operational efficiency. For businesses looking to stay competitive in their respective industries, focusing on hygienic design is not just a compliance issue—it’s a strategic imperative. In conclusion, stainless steel hygienic conveyor components are indispensable to the packaging, food processing, pharmaceutical, and biotechnology industries. Their ability to meet stringent hygiene standards while offering durability and efficiency makes them a critical component in strategic planning and development. For businesses in these industries, investing in stainless steel conveyor systems is not only about staying compliant but also about optimizing operations, safeguarding product quality, and preparing for future growth. By prioritizing the use of stainless steel hygienic conveyor components, companies can enhance their competitive edge, ensure regulatory compliance, and drive long-term success. Industrial machinery requires precision-engineered components that meet exacting standards for durability, safety, and performance. This comprehensive guide explores the essential machinery parts that drive modern manufacturing across food processing, packaging, and chemical industries. Understanding the difference between Pillow Block Bearings and Flanged Bearings is crucial for engineers and procurement professionals seeking to optimize equipment longevity. Pillow block bearings, also known as plummer blocks, are self-aligning bearing units that simplify installation and significantly reduce maintenance costs. These versatile components mount on machine frames and support rotating shafts with exceptional precision, ensuring smooth operation in demanding industrial environments. Flange bearing units offer a more compact alternative, featuring integrated flanges that enable direct mounting to flat surfaces without additional hardware. Both designs come in various materials, including stainless steel grades optimized for corrosive environments and food-grade applications where hygiene is paramount. The importance of material selection cannot be overstated in machinery design. Stainless Steel 440 and 420 grades offer distinctly different properties suited to specific applications and environmental conditions. The 440 stainless steel variant provides superior hardness and exceptional edge retention, making it ideal for cutting tools and high-wear applications requiring maximum durability. Meanwhile, 420 stainless steel offers better corrosion resistance and is preferred in food processing equipment where chemical exposure is common. Hygienic stainless steel components have become essential in food machinery, meeting EHEDG standards and facilitating rapid equipment cleaning required in modern food production facilities. Understanding ingress protection ratings is equally critical for machinery durability and operational reliability. IP67 rating ensures protection against dust and temporary water immersion, while IP68 rating provides complete dust protection and sustained water immersion capabilities for submerged operations. The IP69K standard represents the highest protection level, specifically designed for high-pressure wash-down environments found in industrial food processing facilities. These ratings define how effectively machinery components withstand environmental challenges and maintain performance. Modern industrial facilities increasingly demand equipment that combines high performance with ease of maintenance and sanitation. The choice between different bearing types depends on operational requirements, environmental conditions, and budget constraints. Proper component selection ensures extended equipment lifespan, reduced downtime, and improved operational efficiency.Strategic Planning and Development with Stainless Steel Hygienic Conveyor Components in the Packaging, Food Processing, Pharmaceutical, and Biotechnology Industries
NHK insight
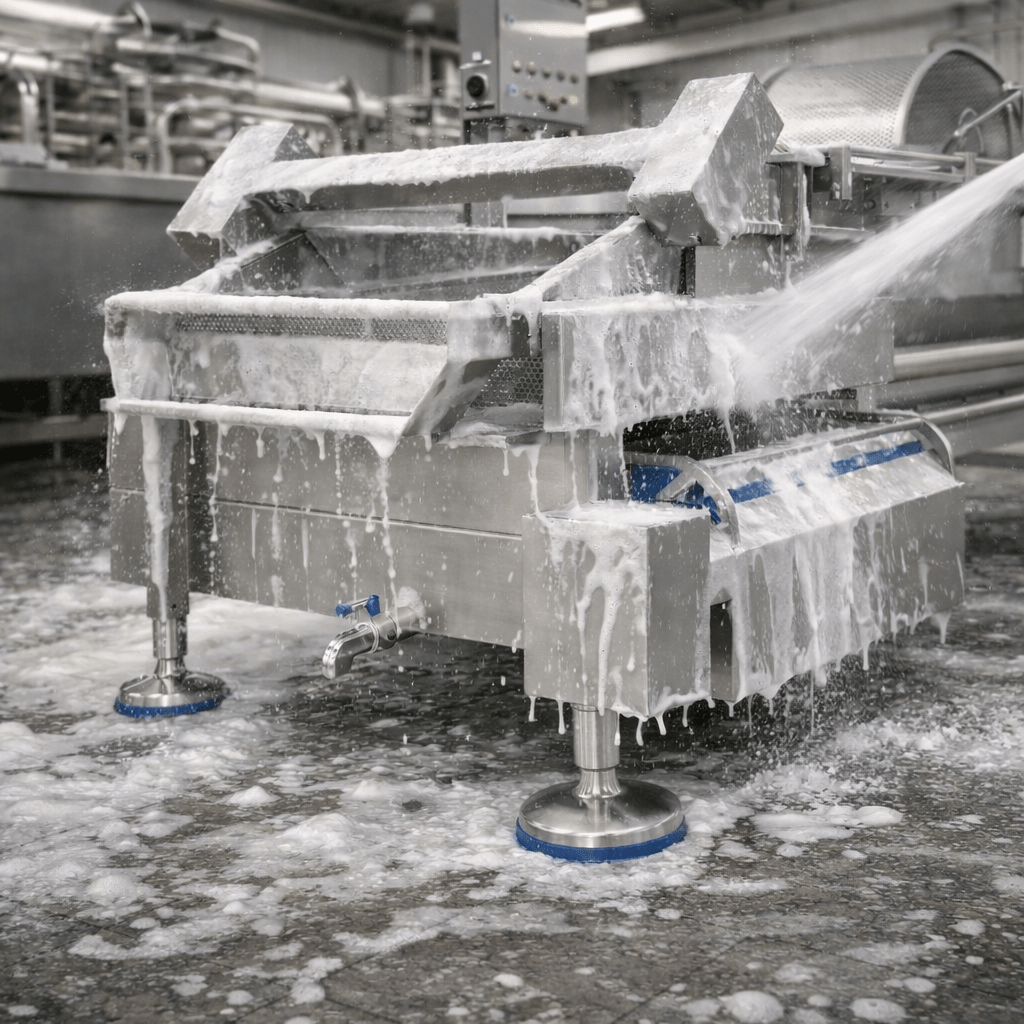
“EHEDG and 3-A certified components turn hygiene from a subjective discussion into a documented, auditable standard.”The Role of Stainless Steel Hygienic Conveyor Components
Packaging Industry
Food Processing Industry
Pharmaceutical Industry
Biotechnology Industry
Strategic Development: Future-Proofing with Hygienic Conveyor Systems
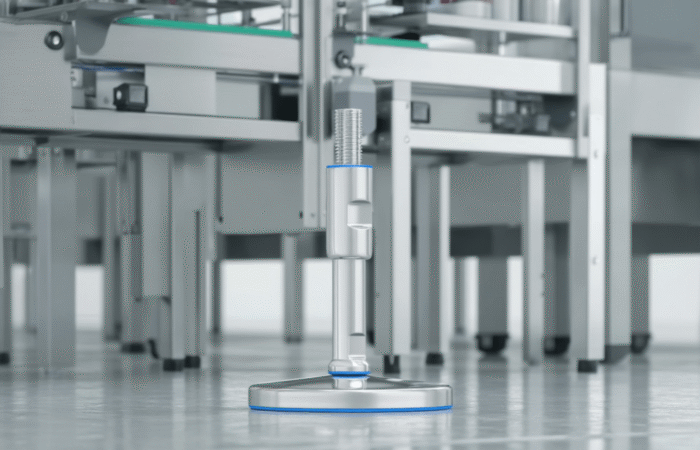
Conveyor components in stainless steel hygienic design


Contact
Articles
Understanding Machinery Components & Protection Standards