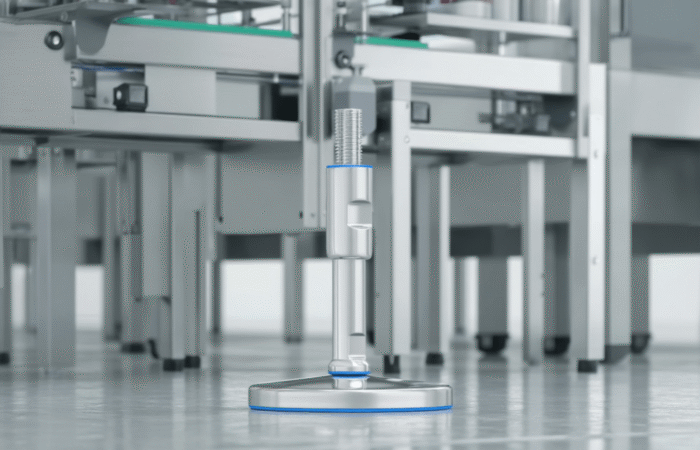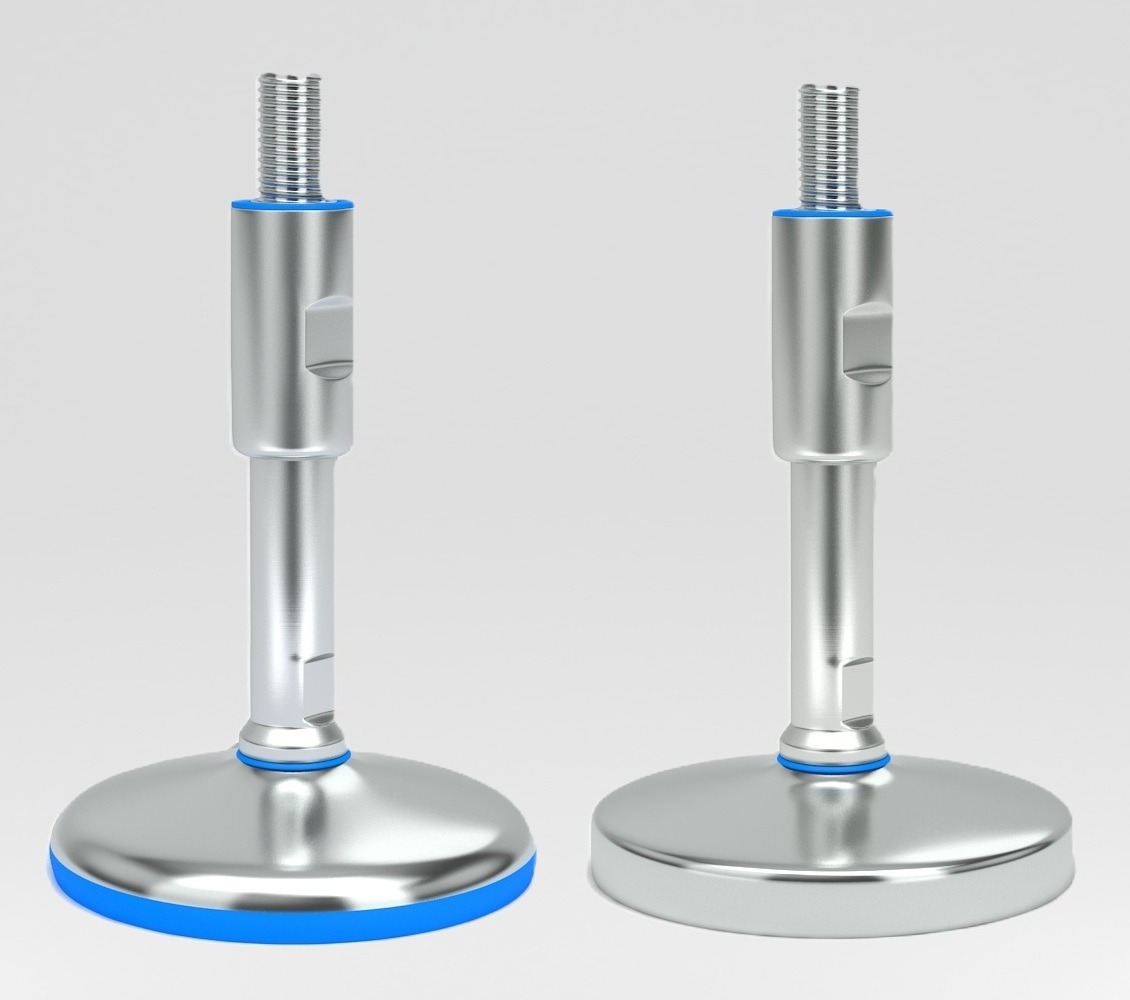
Certified sanitary feet are essential components in industries where hygiene and equipment stability are paramount. These specialized devices not only ensure that machinery remains level and operates efficiently but also adhere to stringent sanitary standards to prevent contamination. This article delves into the usage, industries, materials, certifications, leading manufacturers, and real-world applications of certified sanitary feet. Sanitary leveling feet are designed to provide adjustable support to machinery and equipment, ensuring stability on uneven surfaces. Their primary functions include: Maintaining Equipment Level: Ensuring machines are perfectly horizontal to guarantee optimal performance. Vibration Dampening: Reducing operational vibrations to minimize wear and tear. Facilitating Cleaning: Elevating equipment to allow easy access for cleaning, crucial in sanitary environments. These feet are particularly vital in settings where hygiene is critical, as they are designed to minimize areas where contaminants can accumulate. Several industries rely on certified sanitary feet to uphold hygiene and safety standards: Food and Beverage: Equipment like mixers, conveyors, and packaging machines utilize sanitary feet to prevent contamination and comply with food safety regulations. Pharmaceuticals: Manufacturing processes for medications require sterile environments; sanitary feet help maintain cleanliness and stability of equipment. Cosmetics: Production of beauty and personal care products demands hygienic conditions, supported by the use of sanitary leveling feet. Dairy Processing: Dairy equipment often incorporates sanitary feet to ensure compliance with strict hygiene standards. The choice of materials in sanitary feet is crucial for durability and hygiene: Stainless Steel (AISI 304 or 316): Offers excellent corrosion resistance, essential for environments subjected to frequent cleaning and exposure to various substances. FDA-Approved Rubber: Used in components like seals and pads to prevent slippage and reduce vibration. These materials are selected to withstand rigorous cleaning protocols and to prevent the harboring of bacteria. Certifications ensure that sanitary feet meet international hygiene and safety standards: Sanitary Standards: Focuses on hygienic design for dairy and food processing equipment. EHEDG (European Hygienic Engineering & Design Group): Provides guidelines to ensure equipment is cleanable to a microbiological level. USDA Approval: Indicates compliance with the U.S. Department of Agriculture’s sanitary design requirements. These certifications confirm that the products have undergone rigorous testing for cleanability, resistance to cleaning agents, and durability in hygienic environments. Several manufacturers specialize in producing certified sanitary leveling feet: NHK Group: Offers a range of certified hygienic leveling feet made from high-quality stainless steel, designed for easy cleaning and maximum sanitary safety. These companies are recognized for their commitment to quality and adherence to international sanitary standards. Dairy Processing Plant Upgrade: A dairy facility replaced its standard leveling feet with certified hygienic models from NHK Group. The upgrade led to a 28% reduction in cleaning resource usage and enhanced compliance with USDA standards. Pharmaceutical Manufacturing Enhancement: A pharmaceutical company integrated EHEDG-certified leveling feet from NHK Group into their tablet production lines. This change improved equipment stability and facilitated easier cleaning, ensuring product purity. Food Processing Facility Improvement: A food processing plant installed authorized leveling feet from NHK Industrial on their packaging machines. The sanitary design minimized contamination risks and met stringent audit requirements. Cosmetics Production Line Optimization: A cosmetics manufacturer adopted certified hygienic leveling feet to support their mixers and filling machines. This implementation enhanced hygiene standards and reduced maintenance downtime. Stacy Oswald, Core Sanitation Lead at McCain Foods, shared her experience: “Having my CFS Hygienic Design Certification has helped me make a lot of positive improvements to our plant. I really feel that anyone starting out or already in any type of a food processing/packaging company would really benefit from the training programs that CFS offers.” This testimonial underscores the value of certified hygienic components in enhancing plant operations. Certified sanitary leveling feet play a crucial role in maintaining hygiene and operational efficiency across various industries. Their thoughtful design, durable materials, and adherence to international standards make them indispensable for facilities aiming to uphold the highest sanitary practices. Industrial machinery requires precision-engineered components that meet exacting standards for durability, safety, and performance. This comprehensive guide explores the essential machinery parts that drive modern manufacturing across food processing, packaging, and chemical industries. Understanding the difference between Bearing Housings and Flange Bearings is crucial for engineers and procurement professionals seeking to optimize equipment longevity. Pillow block bearings, also known as plummer blocks, are self-aligning bearing units that simplify installation and significantly reduce maintenance costs. These versatile components mount on machine frames and support rotating shafts with exceptional precision, ensuring smooth operation in demanding industrial environments. Flange bearing units offer a more compact alternative, featuring integrated flanges that enable direct mounting to flat surfaces without additional hardware. Both designs come in various materials, including stainless steel grades optimized for corrosive environments and food-grade applications where hygiene is paramount. The importance of material selection cannot be overstated in machinery design. Stainless Steel 440 and 420 grades offer distinctly different properties suited to specific applications and environmental conditions. The 440 stainless steel variant provides superior hardness and exceptional edge retention, making it ideal for cutting tools and high-wear applications requiring maximum durability. Meanwhile, 420 stainless steel offers better corrosion resistance and is preferred in food processing equipment where chemical exposure is common. Hygienic stainless steel components have become essential in food machinery, meeting EHEDG standards and facilitating rapid equipment cleaning required in modern food production facilities. Understanding ingress protection ratings is equally critical for machinery durability and operational reliability. IP67 rating ensures protection against dust and temporary water immersion, while IP68 rating provides complete dust protection and sustained water immersion capabilities for submerged operations. The IP69K standard represents the highest protection level, specifically designed for high-pressure wash-down environments found in industrial food processing facilities. These ratings define how effectively machinery components withstand environmental challenges and maintain performance. Modern industrial facilities increasingly demand equipment that combines high performance with ease of maintenance and sanitation. The choice between different bearing types depends on operational requirements, environmental conditions, and budget constraints. Proper component selection ensures extended equipment lifespan, reduced downtime, and improved operational efficiency.Ensuring Maximum Hygiene and Stability: Certified Sanitary Feet
NHK insight
“Certification logos are not just marketing – they represent tested cleanability, drainability, and robustness under real process conditions.”Usage of Certified Sanitary Feet
Industries Benefiting from Sanitary Feet
Materials Used in Sanitary Feet
Importance of Certifications
Leading Manufacturers
Real-World Applications: Case Studies
Customer Testimonials
Certified Sanitary Feet: Usage, Industries, Materials and Manufacturers




Contact
Understanding Machinery Components & Protection Standards