Hygiene is the cornerstone of sanitary industries such as food processing, pharmaceuticals, and biotechnology. With global standards and consumer expectations continuously rising, the need for enhanced hygienic inspection points has never been greater. These points serve as the frontline defense in ensuring that production processes remain contamination-free while upholding product quality and safety. Hygienic inspection points are strategically placed checkpoints designed to identify potential contamination risks in manufacturing environments. Increasing these points creates a more robust detection network, minimizing the risk of microbial, chemical, or physical contaminants entering the supply chain. Regulatory bodies such as the FDA, EFSA, and ISO enforce stringent cleanliness and safety standards across sanitary industries. Increasing hygienic inspection points aids businesses in meeting these regulatory requirements effortlessly. Contrary to popular belief, increasing hygienic inspection points does not slow down production. When integrated with automated systems, these checkpoints can streamline operations by detecting issues early and preventing downtime caused by equipment failure or contamination. A hygienic work environment also directly contributes to employee well-being. Inspections ensure that equipment, air quality, and surfaces remain clean and safe for workers, reducing the risk of occupational illnesses. Although installing additional inspection points may require upfront investment, the long-term savings outweigh the costs. Companies can save millions in avoided penalties, lawsuits, and product recalls. Modern consumers demand transparency and accountability. Enhanced hygienic inspection systems provide the assurance they seek, resulting in stronger brand loyalty and a competitive edge. Food safety scandals can devastate industries. Increased hygienic inspection points in food processing facilities help prevent contamination, ensuring that products meet the highest safety standards before reaching consumers. Precision is critical in pharmaceutical production. Enhanced inspections ensure sterile conditions, preserving the efficacy of drugs and protecting patient health. In biotechnology, even minor contamination can disrupt sensitive processes. Robust inspection systems safeguard the integrity of experiments and production cycles. From automated sensors to AI-driven analytics, technology plays a pivotal role in increasing hygienic inspection points. These tools not only improve accuracy but also provide actionable insights for continuous improvement. Employees are integral to any hygiene strategy. Regular training ensures that staff understand the importance of inspection points and adhere to protocols diligently. Increasing hygienic inspection points in sanitary industries is not just a compliance requirement; it is a strategic investment in safety, efficiency, and reputation. By embracing advanced technologies and fostering a culture of hygiene, companies can reduce risks, enhance productivity, and gain the trust of consumers and regulators alike. As sanitary industries continue to evolve, proactive measures such as enhanced inspection systems will remain indispensable in navigating challenges and capitalizing on opportunities in an increasingly hygiene-conscious world. Industrial machinery requires precision-engineered components that meet exacting standards for durability, safety, and performance. This comprehensive guide explores the essential machinery parts that drive modern manufacturing across food processing, packaging, and chemical industries. Understanding the difference between Pillow Blocks and Flanged Bearings is crucial for engineers and procurement professionals seeking to optimize equipment longevity. Pillow block bearings, also known as plummer blocks, are self-aligning bearing units that simplify installation and significantly reduce maintenance costs. These versatile components mount on machine frames and support rotating shafts with exceptional precision, ensuring smooth operation in demanding industrial environments. Flange bearing units offer a more compact alternative, featuring integrated flanges that enable direct mounting to flat surfaces without additional hardware. Both designs come in various materials, including stainless steel grades optimized for corrosive environments and food-grade applications where hygiene is paramount. The importance of material selection cannot be overstated in machinery design. 440 Stainless Steel and 420 grades offer distinctly different properties suited to specific applications and environmental conditions. The 440 stainless steel variant provides superior hardness and exceptional edge retention, making it ideal for cutting tools and high-wear applications requiring maximum durability. Meanwhile, 420 stainless steel offers better corrosion resistance and is preferred in food processing equipment where chemical exposure is common. Hygienic stainless steel components have become essential in food machinery, meeting EHEDG standards and facilitating rapid equipment cleaning required in modern food production facilities. Understanding ingress protection ratings is equally critical for machinery durability and operational reliability. IP67 rating ensures protection against dust and temporary water immersion, while IP68 rating provides complete dust protection and sustained water immersion capabilities for submerged operations. The IP69K standard represents the highest protection level, specifically designed for high-pressure wash-down environments found in industrial food processing facilities. These ratings define how effectively machinery components withstand environmental challenges and maintain performance. Modern industrial facilities increasingly demand equipment that combines high performance with ease of maintenance and sanitation. The choice between different bearing types depends on operational requirements, environmental conditions, and budget constraints. Proper component selection ensures extended equipment lifespan, reduced downtime, and improved operational efficiency.Increasing Hygienic Inspection Points in Sanitary Industries
NHK insight
“Standardised, certified components reduce the engineering hours needed for documentation, risk assessments, and customer approvals.”Download our catalogue here
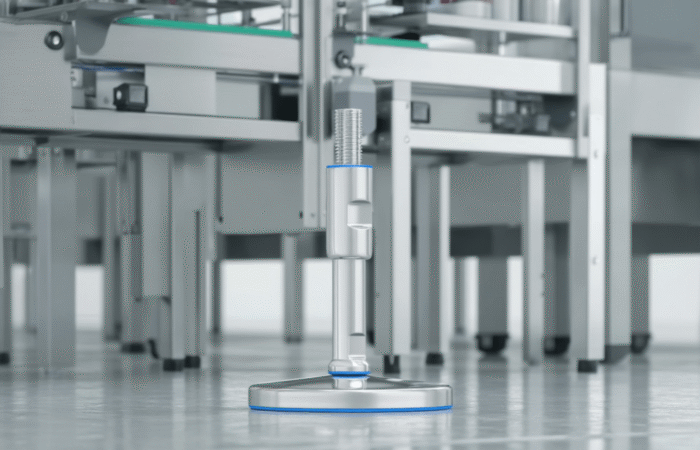
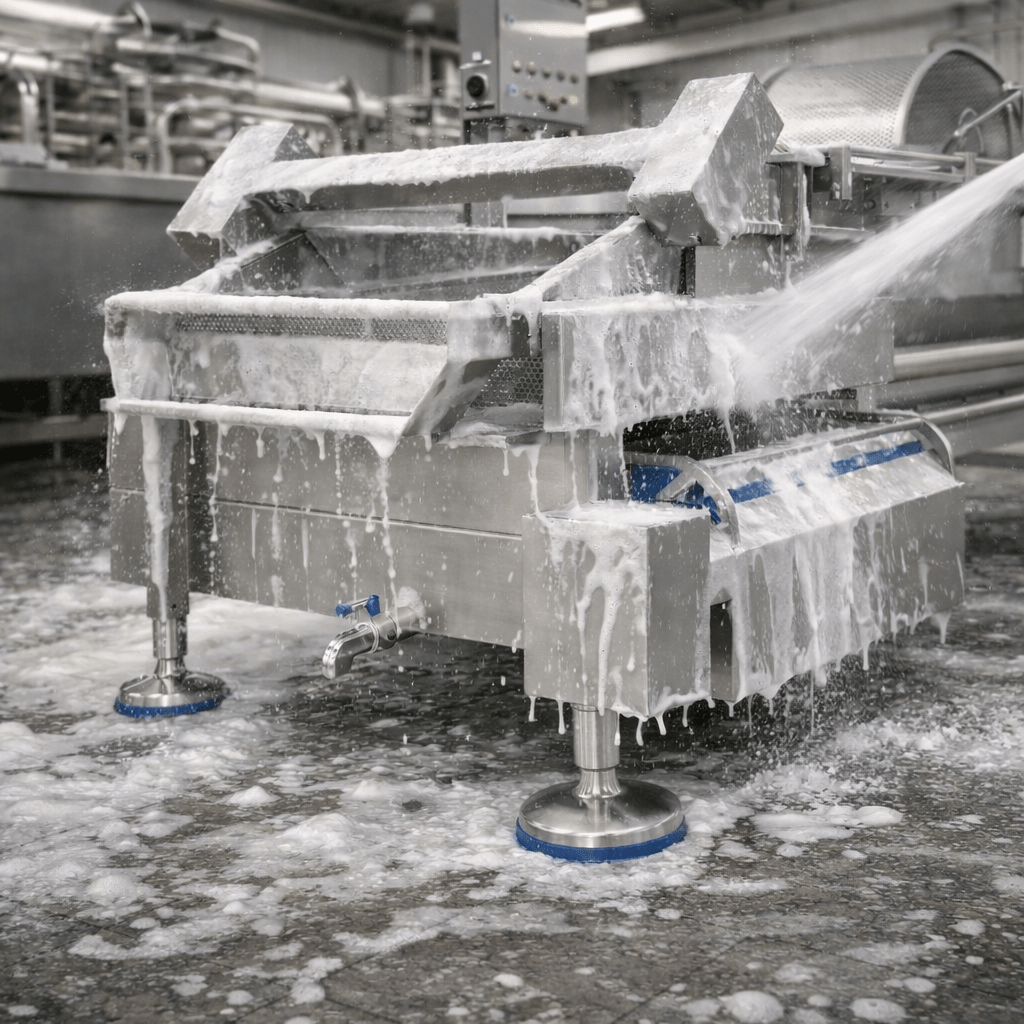
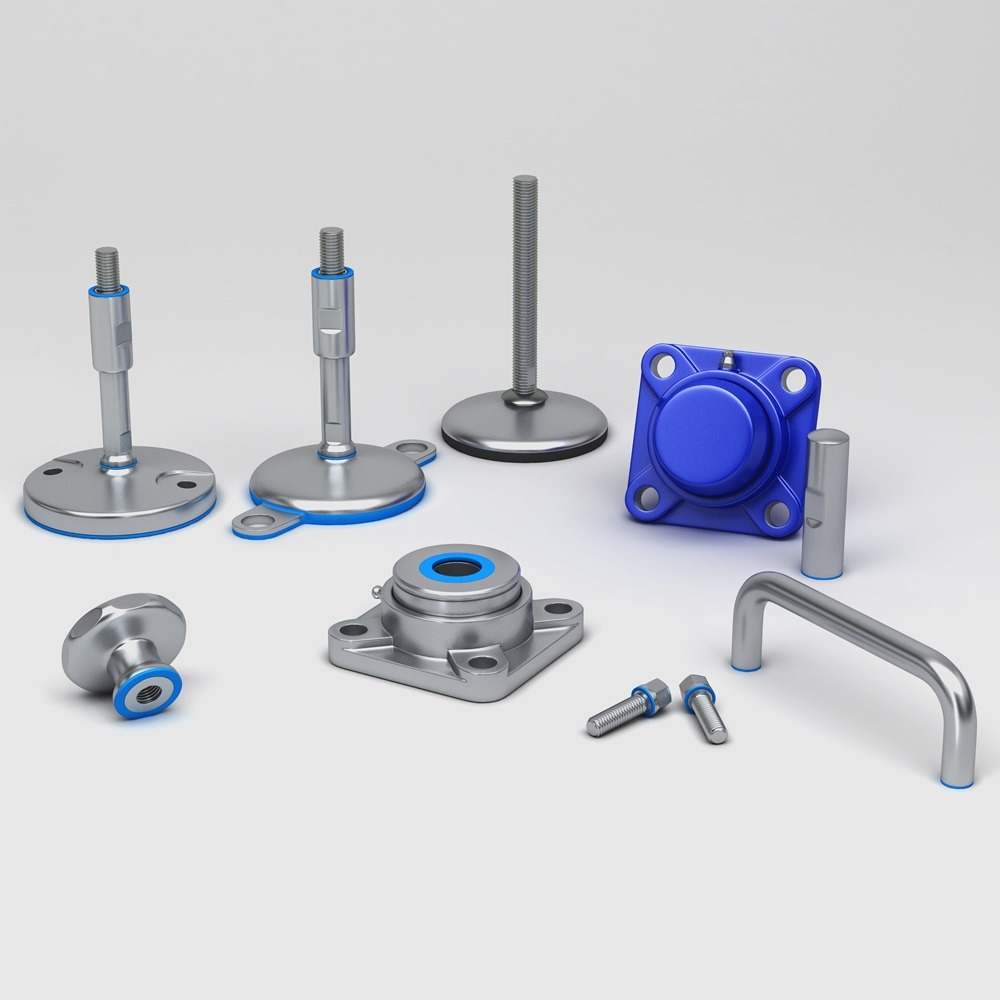
See our components which ensures Easy Access and Serviceability
Why Hygienic Inspection Points Are Crucial
Mitigating Contamination Risks
Ensuring Compliance with Regulatory Standards
Operational Benefits of Enhanced Hygienic Inspections
Boosting Operational Efficiency
Enhancing Worker Safety
Financial and Reputational Advantages
Cost Savings in the Long Run
Building Consumer Trust
Industries Benefiting from Enhanced Hygienic Inspections
Food Processing
Pharmaceuticals
Biotechnology
Implementation Strategies
Adopting Advanced Technologies
Training and Awareness
Advantages of Expanding Hygienic Inspection Points in Sanitary Industries


Contact
Articles
Understanding Machinery Components & Protection Standards