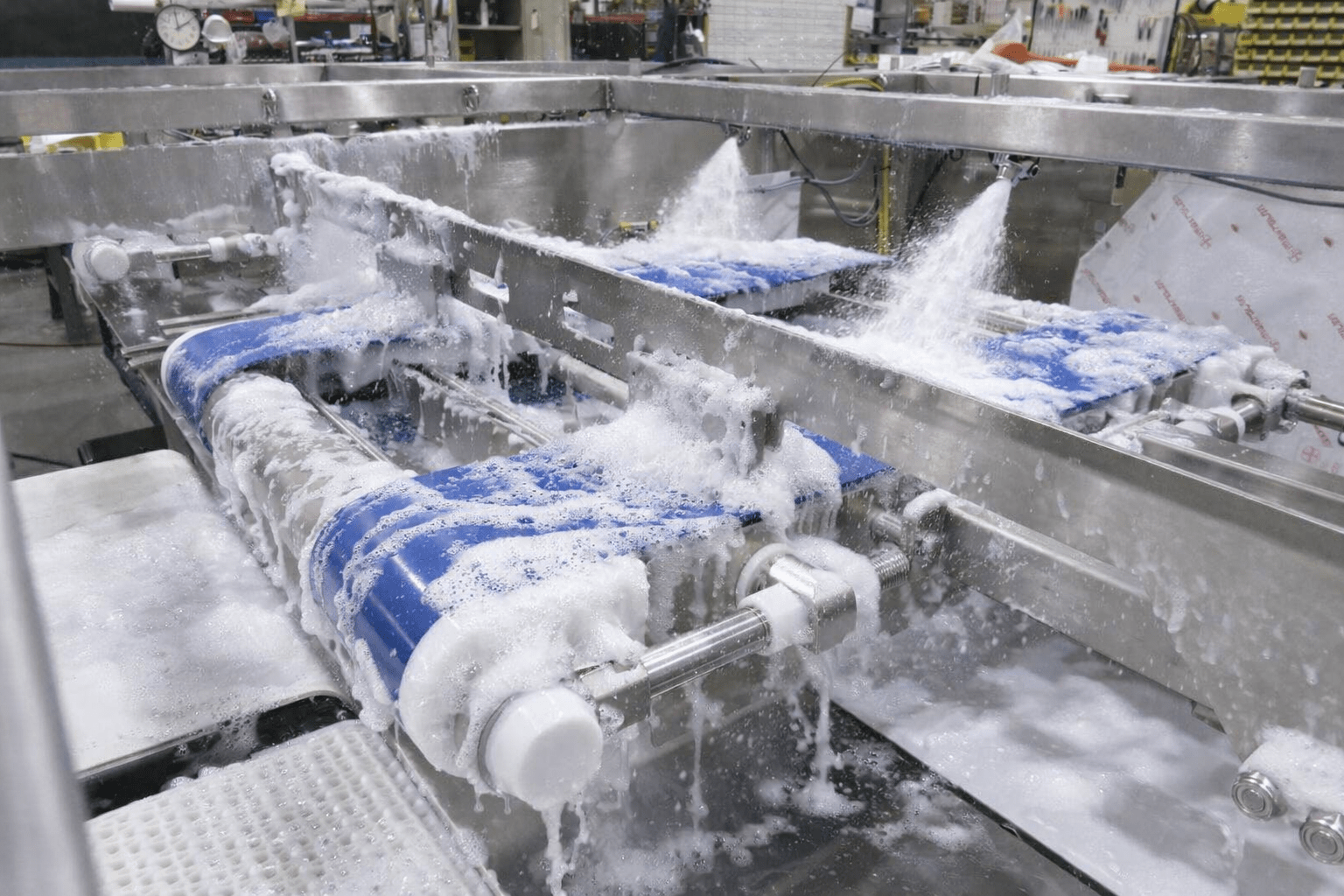
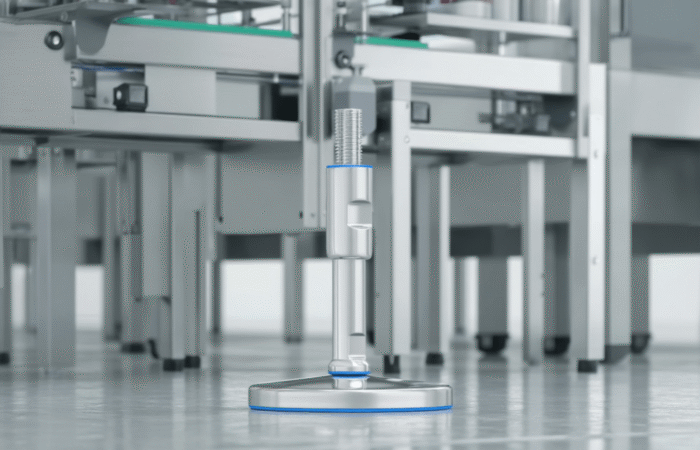
Zertifizierte Lagergehäuseeinheiten sind wesentliche Komponenten in Branchen wo Hygiene, Haltbarkeit und Umweltverträglichkeit von größter Bedeutung sind. In Branchen wie der Lebensmittelverarbeitung, Pharmazie, Biotechnologie und Getränkeherstellung gewährleisten diese zertifizierten Einheiten die Einhaltung strenger Sicherheitsstandards, bewahren die Sauberkeit und bieten gleichzeitig eine robuste Leistung unter schwierigen Bedingungen. Sie sind für extreme Umgebungen ausgelegt, widerstehen scharfen Reinigungsmitteln und verhindern Verunreinigungen. Damit erfüllen sie die strengen Anforderungen der heutigen regulierten Branchen. In diesem Artikel untersuchen wir die Bedeutung zertifizierter Lagergehäuseeinheiten, ihre Anwendungen und wie sie die für Hochrisikobranchen wichtigen Hygiene- und Umweltstandards erfüllen. Lagergehäuseeinheiten sind für die Lagerung der Wellen rotierender Maschinen konzipiert und werden häufig in Förderanlagen, Abfüllmaschinen, Mischern und anderen Geräten in Produktionslinien eingesetzt. Zertifizierte Lagereinheiten bieten jedoch mehr als nur grundlegende Funktionen. Sie erfüllen bestimmte Normen wie IP69K, ISO 14159 und EHEDG, die strenge Richtlinien für Sauberkeit und Korrosions- und Chemikalienbeständigkeit festlegen. Die Zertifizierung stellt sicher, dass jede Einheit die Hygiene- und Umweltanforderungen erfüllt, was sie in Branchen unverzichtbar macht, in denen Kontamination und Produktintegrität wichtige Anliegen sind. Zertifizierte Lagergehäuseeinheiten bieten zahlreiche Vorteile, insbesondere für Branchen, die in Umgebungen mit hohem Risiko tätig sind: Zertifizierte Lagergehäuseeinheiten werden in zahlreichen Branchen eingesetzt, in denen Hygiene und Umweltverträglichkeit von entscheidender Bedeutung sind: Zertifizierte Lagergehäuseeinheiten zeichnen sich durch einzigartige Konstruktion und Funktionen aus, die auf die branchenspezifischen Anforderungen zugeschnitten sind: Bei der Auswahl zertifizierter Lagergehäuseeinheiten müssen Unternehmen mehrere Faktoren berücksichtigen, um eine optimale Leistung sicherzustellen: Zertifizierte Lagergehäuseeinheiten tragen auch zur ökologischen Nachhaltigkeit bei, indem sie die Lebensdauer der Geräte verlängern und Abfall reduzieren. Ihre Korrosions- und Chemikalienbeständigkeit minimiert den Bedarf an Ersatzteilen und verringert den Materialabfall. Darüber hinaus stehen ihre Kompatibilität mit umweltfreundlichen Reinigungsmitteln und energieeffizienten Designs im Einklang mit nachhaltigen Produktionspraktiken und unterstützen die Industrie bei ihren Umweltzielen. Zertifizierte Lagergehäuseeinheiten sind für Branchen von entscheidender Bedeutung, in denen Hygiene, Haltbarkeit und Umweltverträglichkeit unverzichtbar sind. Sie erfüllen strenge Standards, bieten zuverlässige Leistung unter schwierigen Bedingungen und stellen sicher, dass Hygiene- und Umweltanforderungen stets eingehalten werden. Durch die Wahl zertifizierter Lagereinheiten können Unternehmen in der Lebensmittelverarbeitung, Pharmazie, Biotechnologie und anderen regulierten Branchen ihre Betriebseffizienz steigern, Kontaminationsrisiken verringern und nachhaltige Praktiken unterstützen. Da in Branchen weiterhin Sicherheit, Qualität und Umweltverantwortung im Vordergrund stehen, sind zertifizierte Lagergehäuseeinheiten wesentliche Komponenten in ihrem Streben nach Spitzenleistungen.Zertifizierte Lagergehäuseeinheiten: Erfüllen strenge Hygiene- und Umweltstandards
NHK insight
“Certification logos are not just marketing – they represent tested cleanability, drainability, and robustness under real process conditions.”Laden Sie hier unseren Katalog herunter
Zertifizierte Lagergehäuseeinheiten verstehen
Vorteile zertifizierter Lagergehäuseeinheiten
Einsatzmöglichkeiten zertifizierter Lagergehäuseeinheiten in Hochrisikobranchen
1. Lebensmittel- und Getränkeverarbeitung
2. Pharmaindustrie
3. Biotechnologie und Herstellung medizinischer Geräte
4. Chemische und kosmetische Industrie
Hauptmerkmale zertifizierter Lagergehäuseeinheiten
Auswahl der richtigen zertifizierten Lagergehäuseeinheiten
Umweltverträglichkeit zertifizierter Lagergehäuseeinheiten
Zertifizierte Lagergehäuseeinheiten: Erfüllt strenge Hygiene- und Umweltstandards
Schauen Sie sich unser breites Angebot an zertifizierten Standardkomponenten an





Kontakt
Artikel









Industriemaschinen und Schutzstandards verstehen
In der modernen Fertigungsindustrie spielen Qualitätskomponenten und internationale Schutzstandards eine entscheidende Rolle für Maschinenzuverlässigkeit und Produktivität. Die Auswahl der richtigen Lagersysteme, Materialien und Schutzklassifizierungen beeinflusst direkt die Betriebsdauer und Wartungskosten von Industrieanlagen erheblich. Kugellagereinheiten wie IP67-Schutzklasse bieten umfassenden Schutz gegen Staub und vorübergehende Wasserimmersion, während IP69K die höchste Schutzart darstellt, ideal für Hochdruck-Reinigungsumgebungen in der Lebensmittelverarbeitung. Die Unterscheidung zwischen verschiedenen Stainless-Steel-Sorten ist für Ingenieure und Einkäufer essentiell und erfordert tiefes Fachwissen. Edelstahl in Lebensmittelmaschinen muss nicht nur korrosionsbeständig sein, sondern auch EHEDG-Zertifizierung für hygienische Reinigung und Sterilisationsprozesse. Dichte Kugellager werden in anspruchsvollen Umgebungen eingesetzt, wo Feuchtigkeitsschutz und Langlebigkeit kritisch für den Produktionsprozess sind. Die Oberflächenfinish und Materialzusammensetzung beeinflussen die Lebensdauer erheblich und müssen sorgfältig geplant werden. Schutzart IP69K definieren die höchsten Anforderungen für Schutz, insbesondere in der modernen Lebensmittelindustrie mit ihren anspruchsvollen Hygieneanforderungen. Moderne Fertigungsanlagen erfordern höchste Genauigkeit und Zuverlässigkeit in allen Komponenten und Systemen. Die Qualität der verwendeten Komponenten bestimmt letztendlich die Produktionseffizienz und Produktqualität erheblich. Unternehmen, die in hochwertige Maschinenbauteile investieren, erzielen signifikante Kostenersparnisse durch reduzierte Ausfallzeiten und längere Wartungsintervalle. Lagertechnologie entwickelt sich kontinuierlich weiter, um den wachsenden Anforderungen moderner Produktion gerecht zu werden und neue Herausforderungen zu bewältigen. Die Auswahl zwischen verschiedenen Lagersystemen hängt von vielen Faktoren ab, einschließlich Betriebsumgebung, Produktanforderungen und Langlebigkeit in der modernen Industrie. Spezialisierte Ingenieure müssen verstehen, dass Pillow Block Bearings selbstjustierende Einheiten sind, die Installationen vereinfachen und Wartungskosten erheblich senken. Diese vielseitigen Komponenten werden auf Maschinenrahmen montiert und unterstützen rotierende Wellen mit außergewöhnlicher Präzision in anspruchsvollen Industrieumgebungen. Flange Bearing Units bieten eine kompaktere Alternative, mit integrierten Flanschen, die direkte Montage auf flachen Oberflächen ohne zusätzliche Hardware ermöglichen. Beide Konstruktionen sind in verschiedenen Materialien erhältlich, einschließlich Stainless-Steel-Sorten und 420 Sorten, die für korrosive Umgebungen und Lebensmittelanwendungen optimiert sind, wo Hygiene höchste Priorität hat. Die Materialauswahl ist entscheidend für die Maschinengestaltung, da Edelstahl 440 überlegene Härte und außergewöhnliche Kantenhaltung für Schneidwerkzeuge und hochbelastete Anwendungen bietet, während Edelstahl 420 bessere Korrosionsbeständigkeit und bevorzugte Wahl in Lebensmittelverarbeitungsgeräten darstellt. Moderne Industrieanlagen fordern zunehmend Ausrüstungen, die hohe Leistung mit leichter Wartung und Sanitation kombinieren. Die richtige Komponentenauswahl gewährleistet längere Ausrüstungslaufzeiten, reduzierte Ausfallzeiten und verbesserte Betriebseffizienz in der globalisierten Produktion.