In Branchen Wenn Geräte schwierigen Bedingungen ausgesetzt sind, ist der Bedarf an Komponenten, die rauen Umgebungen standhalten, von größter Bedeutung. Wasserdicht IP67 Lagereinheiten stehen bei dieser Nachfrage an erster Stelle und bieten robuste Leistung und Haltbarkeit. Diese Lagereinheiten sind so konzipiert, dass sie den Belastungen extremer Bedingungen standhalten, was sie in Bereichen unverzichtbar macht, in denen Hygiene und Sauberkeit von entscheidender Bedeutung sind. IP67 bezieht sich auf die internationale Schutzkennzeichnung, die den Schutzgrad von mechanischen und elektrischen Gehäusen gegen Eindringen, Staub, versehentlichen Kontakt und Wasser klassifiziert und bewertet. Bei IP67 bedeutet die „6“ vollständigen Schutz gegen Staub, während die „7“ bedeutet, dass das Gerät gegen die Auswirkungen zeitweiligen Eintauchens in Wasser geschützt ist. In vielen industriellen Anwendungen sind Geräte Wasser, Chemikalien und anderen korrosiven Substanzen ausgesetzt. Wasserdichte Lagereinheiten verhindern das Eindringen dieser Elemente und gewährleisten so einen reibungslosen Betrieb und eine lange Lebensdauer. Diese Wasserdichtigkeit ist besonders wichtig in Branchen wie der Lebensmittelverarbeitung, der Pharmazie und der Chemieproduktion, in denen Sauberkeit und Hygiene unverzichtbar sind. Langlebige, wasserdichte Lagereinheiten mit Schutzklasse IP67 sind für extreme Bedingungen ausgelegt. Ihre robuste Konstruktion und die hochwertigen Materialien sorgen dafür, dass sie hohen Belastungen, Stößen und Vibrationen standhalten, ohne dass die Leistung beeinträchtigt wird. Das versiegelte Design der IP67-Lagereinheiten verhindert das Eindringen von Verunreinigungen und reduziert so den Verschleiß. Dies führt zu einer längeren Lebensdauer und weniger häufigen Wartungsarbeiten, wodurch Ausfallzeiten und Betriebskosten minimiert werden. Diese Lagereinheiten bestehen aus korrosionsbeständigen Materialien wie Edelstahl und eignen sich ideal für Umgebungen, in denen sie häufig Feuchtigkeit und Chemikalien ausgesetzt sind. Diese Korrosionsbeständigkeit stellt sicher, dass die Einheiten ihre Integrität und Funktionalität im Laufe der Zeit beibehalten. In Branchen, in denen Hygiene von entscheidender Bedeutung ist, wie etwa in der Lebensmittel- und Getränkeproduktion, bieten Lagereinheiten mit Schutzklasse IP67 zusätzliche Sicherheit. Ihr abgedichtetes Design verhindert die Ansammlung von Bakterien und anderen Krankheitserregern und trägt so zu einer saubereren und sichereren Produktionsumgebung bei. In der Lebensmittel- und Getränkeindustrie ist die Sauberkeit der Geräte von entscheidender Bedeutung, um Verunreinigungen zu vermeiden. Lagereinheiten mit Schutzart IP67 werden in Verarbeitungs-, Verpackungs- und Handhabungsgeräten eingesetzt, wo sie unter nassen und spritzwassergeschützten Bedingungen eine zuverlässige Leistung bieten. Pharmazeutische Anlagen benötigen Geräte, die regelmäßigen Reinigungs- und Sterilisationsprozessen standhalten. Lagereinheiten mit Schutzart IP67 sind für diese Umgebungen ideal, da sie sowohl Langlebigkeit als auch die Einhaltung strenger Hygienestandards bieten. In der chemischen Industrie kommt es häufig zu korrosiven Stoffen und extremen Temperaturen. Lagereinheiten mit Schutzklasse IP67 sind so konzipiert, dass sie diesen Herausforderungen standhalten und einen zuverlässigen Betrieb in Mischern, Pumpen und Förderbändern gewährleisten. Hersteller entwickeln ständig neue Materialien, um die Leistung von IP67-Lagereinheiten zu verbessern. Diese Materialien bieten verbesserte Festigkeit, Verschleißfestigkeit und thermische Stabilität und stellen sicher, dass die Lager auch in den anspruchsvollsten Anwendungen funktionieren. Die Integration von Sensoren und intelligenter Technologie in Lagereinheiten revolutioniert die Branche. Diese intelligenten Lager können die Leistung in Echtzeit überwachen und Probleme wie Fehlausrichtung oder Verschleiß erkennen, bevor sie zu Geräteausfällen führen. Diese vorausschauende Wartungsfunktion erhöht die Zuverlässigkeit und reduziert Ausfallzeiten. Berücksichtigen Sie bei der Auswahl von IP67-Lagereinheiten für raue Umgebungen die folgenden Faktoren: Langlebige, wasserdichte Lagereinheiten mit Schutzklasse IP67 sind unverzichtbare Komponenten für Industrien, die in rauen Umgebungen arbeiten. Ihre Fähigkeit, extremen Bedingungen standzuhalten, gepaart mit ihrem hygienischen Design, macht sie zur idealen Wahl für Anwendungen, bei denen Zuverlässigkeit und Hygiene von entscheidender Bedeutung sind. Mit dem weiteren technologischen Fortschritt werden diese Lagereinheiten eine noch wichtigere Rolle bei der Verbesserung der Geräteleistung und -lebensdauer in verschiedenen Sektoren spielen. Durch die Wahl der richtigen IP67-Lagereinheiten können Unternehmen einen effizienten, sicheren und zuverlässigen Betrieb gewährleisten, was letztendlich zu einer höheren Produktivität und geringeren Kosten führt. Entdecken Sie die beispiellose Haltbarkeit und Zuverlässigkeit wasserdichter IP67-Lagereinheiten. Diese Lagereinheiten sind perfekt für raue Umgebungen konzipiert und erfüllen branchenübergreifend die höchsten Hygiene- und Hygienestandards.Entwickelt für extreme Umgebungen
NHK insight
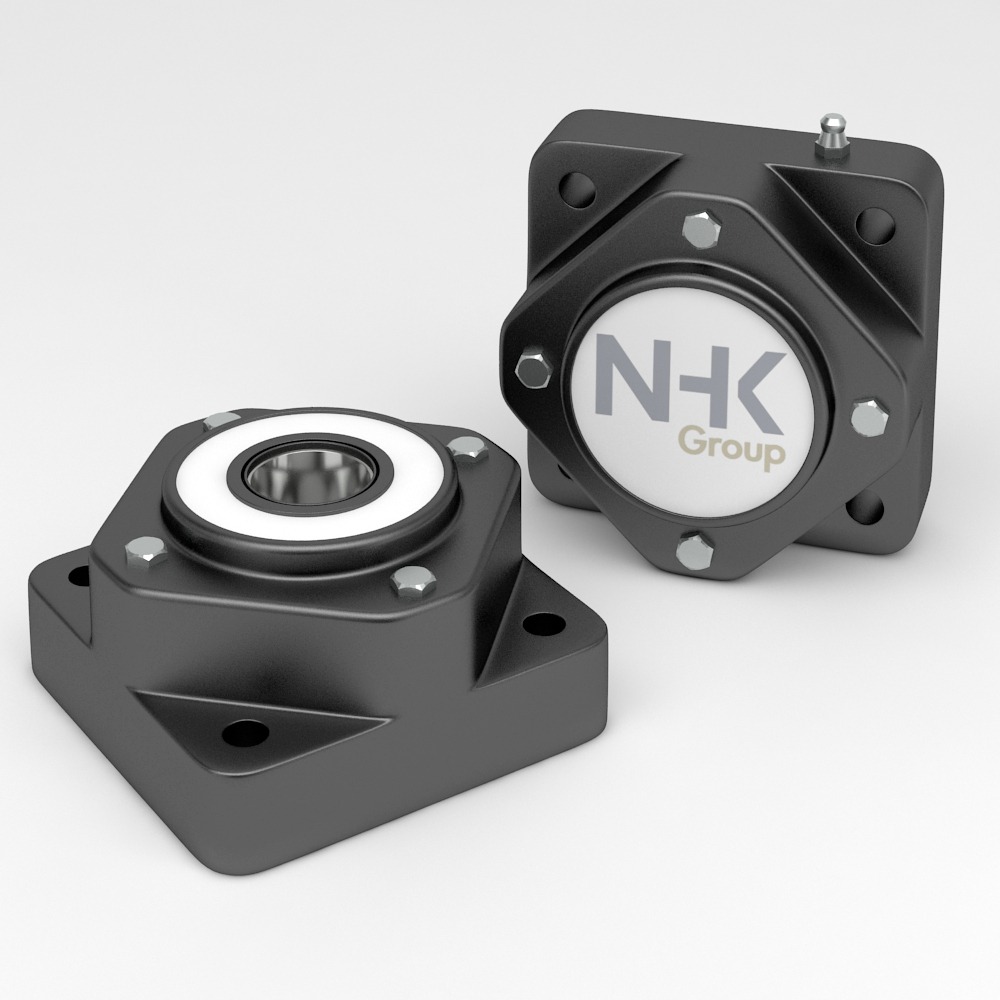
“Standardised, certified components reduce the engineering hours needed for documentation, risk assessments, and customer approvals.”Langlebig montierte, wasserdichte IP67-Lagereinheiten
Informationen zu IP67-Lagereinheiten
Die Bedeutung der Abdichtung
Vorteile von IP67-Lagereinheiten in rauen Umgebungen
1. Verbesserte Haltbarkeit
2. Lange Lebensdauer
3. Korrosionsbeständigkeit
4. Verbesserte Sicherheit und Hygiene
Anwendungen von IP67-Lagereinheiten
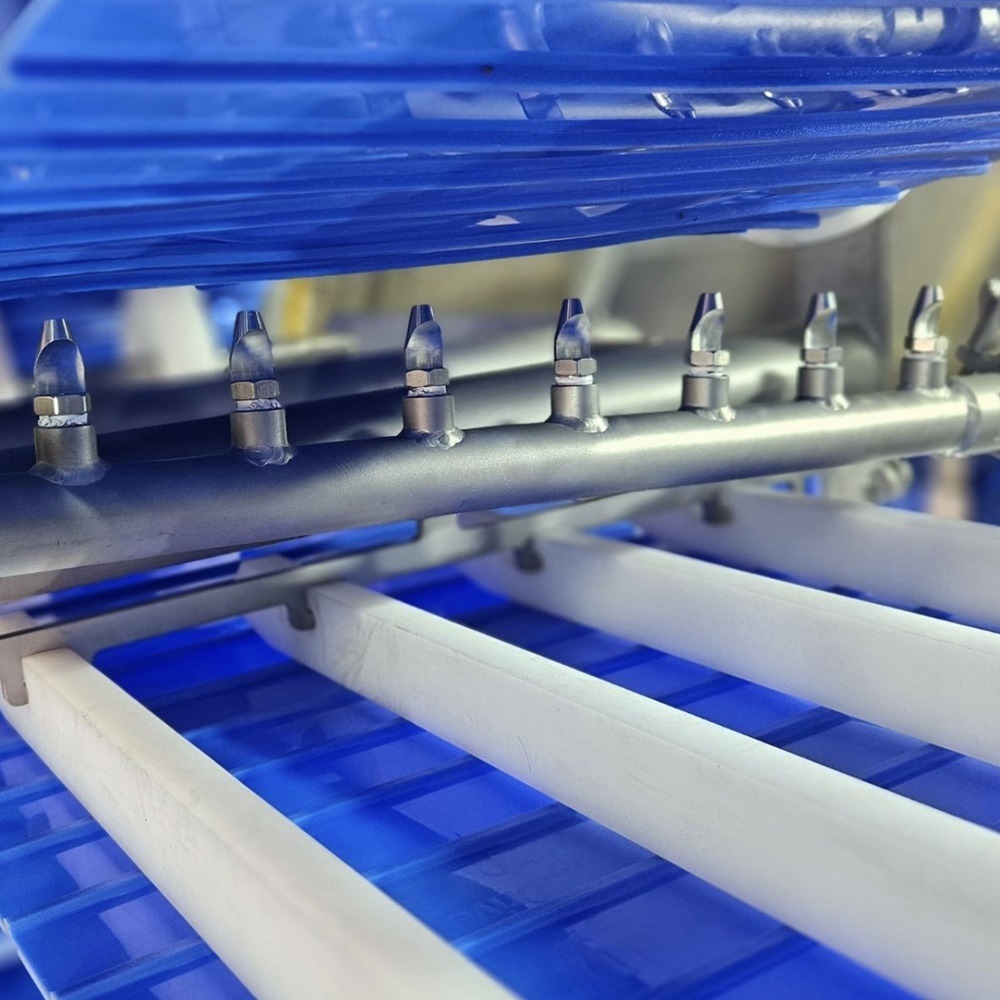
Nahrungsmittel-und Getränkeindustrie
Pharmazeutische Herstellung
Chemieindustrie
Innovationen bei IP67-Lagereinheiten
Fortgeschrittene Werkstoffe
Intelligente Lagertechnologie
Auswahl der richtigen Lagereinheit
Langlebig montierte, wasserdichte IP67-Lagereinheiten
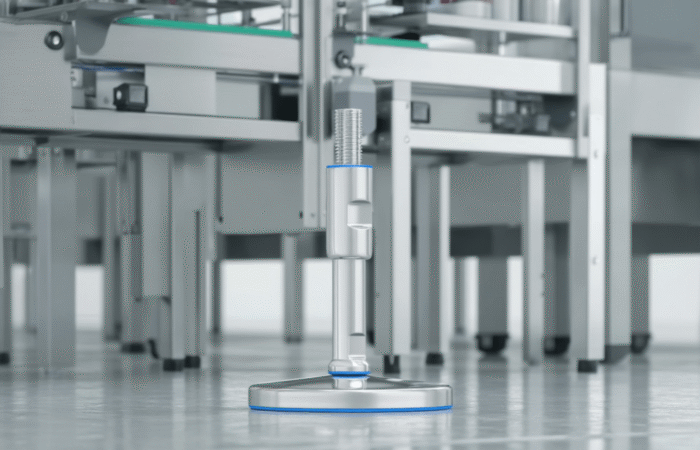
Entwickelt für extreme Umgebungen
Unübertroffene Haltbarkeit und Zuverlässigkeit


Kontakt
Artikel
Die wahren Kosten von Ausfallzeiten: Sind die Komponenten Ihrer Verpackungsmaschine eine tickende Zeitbombe?

Die unsichtbare Korrosionsgefahr bei der Lebensmittelkonservierung: Versagen Ihre Maschinenkomponenten unbemerkt?










Industriemaschinen und Schutzstandards verstehen
In der modernen Fertigungsindustrie spielen Qualitätskomponenten und internationale Schutzstandards eine entscheidende Rolle für Maschinenzuverlässigkeit und Produktivität. Die Auswahl der richtigen Lagersysteme, Materialien und Schutzklassifizierungen beeinflusst direkt die Betriebsdauer und Wartungskosten von Industrieanlagen erheblich. Kugellagereinheiten wie IP67 Standard bieten umfassenden Schutz gegen Staub und vorübergehende Wasserimmersion, während IP69K die höchste Schutzart darstellt, ideal für Hochdruck-Reinigungsumgebungen in der Lebensmittelverarbeitung. Die Unterscheidung zwischen verschiedenen Stainless-Steel-Sorten ist für Ingenieure und Einkäufer essentiell und erfordert tiefes Fachwissen. Edelstahl in Lebensmittelmaschinen muss nicht nur korrosionsbeständig sein, sondern auch EHEDG Norm für hygienische Reinigung und Sterilisationsprozesse. Wasserdichtes Lager werden in anspruchsvollen Umgebungen eingesetzt, wo Feuchtigkeitsschutz und Langlebigkeit kritisch für den Produktionsprozess sind. Die Oberflächenfinish und Materialzusammensetzung beeinflussen die Lebensdauer erheblich und müssen sorgfältig geplant werden. Schutzart IP69K definieren die höchsten Anforderungen für Schutz, insbesondere in der modernen Lebensmittelindustrie mit ihren anspruchsvollen Hygieneanforderungen. Moderne Fertigungsanlagen erfordern höchste Genauigkeit und Zuverlässigkeit in allen Komponenten und Systemen. Die Qualität der verwendeten Komponenten bestimmt letztendlich die Produktionseffizienz und Produktqualität erheblich. Unternehmen, die in hochwertige Maschinenbauteile investieren, erzielen signifikante Kostenersparnisse durch reduzierte Ausfallzeiten und längere Wartungsintervalle. Lagertechnologie entwickelt sich kontinuierlich weiter, um den wachsenden Anforderungen moderner Produktion gerecht zu werden und neue Herausforderungen zu bewältigen. Die Auswahl zwischen verschiedenen Lagersystemen hängt von vielen Faktoren ab, einschließlich Betriebsumgebung, Produktanforderungen und Langlebigkeit in der modernen Industrie. Spezialisierte Ingenieure müssen verstehen, dass Pillow Block Bearings selbstjustierende Einheiten sind, die Installationen vereinfachen und Wartungskosten erheblich senken. Diese vielseitigen Komponenten werden auf Maschinenrahmen montiert und unterstützen rotierende Wellen mit außergewöhnlicher Präzision in anspruchsvollen Industrieumgebungen. Flange Bearing Units bieten eine kompaktere Alternative, mit integrierten Flanschen, die direkte Montage auf flachen Oberflächen ohne zusätzliche Hardware ermöglichen. Beide Konstruktionen sind in verschiedenen Materialien erhältlich, einschließlich Edelstahl Sorten und 420 Sorten, die für korrosive Umgebungen und Lebensmittelanwendungen optimiert sind, wo Hygiene höchste Priorität hat. Die Materialauswahl ist entscheidend für die Maschinengestaltung, da Edelstahl 440 überlegene Härte und außergewöhnliche Kantenhaltung für Schneidwerkzeuge und hochbelastete Anwendungen bietet, während Edelstahl 420 bessere Korrosionsbeständigkeit und bevorzugte Wahl in Lebensmittelverarbeitungsgeräten darstellt. Moderne Industrieanlagen fordern zunehmend Ausrüstungen, die hohe Leistung mit leichter Wartung und Sanitation kombinieren. Die richtige Komponentenauswahl gewährleistet längere Ausrüstungslaufzeiten, reduzierte Ausfallzeiten und verbesserte Betriebseffizienz in der globalisierten Produktion.