In anspruchsvollen industriellen Umgebungen, in denen Feuchtigkeit, Staub und aggressive Chemikalien allgegenwärtig sind, ist die Wahl der richtigen Lagertechnologie entscheidend. Zertifizierte wasserdichte IP67-Lagereinheiten sind speziell entwickelt, um in extremen Bedingungen zuverlässig zu funktionieren. Diese Hochleistungskomponenten bieten Schutz vor Wasser, Schmutz und anderen Kontaminationen und tragen maßgeblich zur Betriebssicherheit und Langlebigkeit von Maschinen bei. Dieser Artikel beleuchtet die Bedeutung von IP67-Lagereinheiten in industriellen Anwendungen, erläutert die Materialauswahl und zeigt auf, warum Fachwissen und Erfahrung bei der Entwicklung dieser Komponenten entscheidend sind. IP67-zertifizierte Lager sind darauf ausgelegt, selbst in den anspruchsvollsten Umgebungen optimal zu funktionieren. Die Schutzart IP67 besagt, dass das Lager vollständig gegen Staub und Schmutz abgedichtet ist und außerdem einem zeitweiligen Eintauchen in Wasser bis zu einer Tiefe von einem Meter für 30 Minuten standhält. Dies macht sie ideal für Anwendungen in Branchen, in denen strenge Hygienestandards, hohe Feuchtigkeit oder aggressive Reinigungsverfahren herrschen. Die Materialauswahl ist ein entscheidender Faktor für die Leistungsfähigkeit von wasserdichten IP67-Lagereinheiten. Hochwertige Materialien sorgen für eine lange Lebensdauer und hohe Widerstandsfähigkeit gegen Umwelteinflüsse. Durch die Kombination dieser Materialien entstehen Lagerlösungen, die sich selbst unter extremen Bedingungen bewähren. Die Entwicklung von IP67-Lagereinheiten erfordert fundiertes technisches Know-how. Hersteller mit langjähriger Erfahrung in der Lagertechnologie sind in der Lage, innovative Lösungen zu entwickeln, die auf spezifische Branchenanforderungen zugeschnitten sind. Branchenführende Hersteller setzen modernste Fertigungstechnologien und strenge Qualitätskontrollen ein, um sicherzustellen, dass ihre Produkte den höchsten Standards entsprechen. Um sicherzustellen, dass IP67-Lagereinheiten ihre Aufgabe in extremen Umgebungen zuverlässig erfüllen, ist die Zertifizierung durch unabhängige Institutionen essenziell. Zertifizierungen nach internationalen Normen sind ein Zeichen für Qualität und Sicherheit. Diese Zertifizierungen garantieren, dass die Lager höchsten Anforderungen entsprechen und in sensiblen Industriebereichen bedenkenlos eingesetzt werden können. Die Investition in hochwertige, zertifizierte IP67-Lagereinheiten zahlt sich langfristig aus. Unternehmen profitieren von reduzierten Wartungskosten, weniger Ausfallzeiten und einer verbesserten Maschinenverfügbarkeit. ✅ Erhöhte Maschinenlebensdauer durch optimalen Schutz vor Wasser, Staub und Chemikalien. Mit der richtigen Lagertechnik sichern Unternehmen ihre Wettbewerbsfähigkeit und minimieren das Risiko ungeplanter Produktionsausfälle. Zertifizierte wasserdichte IP67-Lagereinheiten sind eine essenzielle Komponente für Unternehmen, die in anspruchsvollen Industriebereichen tätig sind. Durch hochwertige Materialien, innovative Dichtungssysteme und strenge Qualitätskontrollen bieten sie höchste Zuverlässigkeit in rauen Umgebungen. Unternehmen, die auf zertifizierte Lagerlösungen setzen, profitieren langfristig von einer höheren Maschinenverfügbarkeit, geringeren Betriebskosten und einer verbesserten Betriebssicherheit. Für eine optimale Lagerlösung ist es entscheidend, mit erfahrenen Herstellern und zertifizierten Produkten zu arbeiten – eine Investition, die sich durch Langlebigkeit und maximale Leistungsfähigkeit auszahlt.
Maximale Leistung in extremen Bedingungen
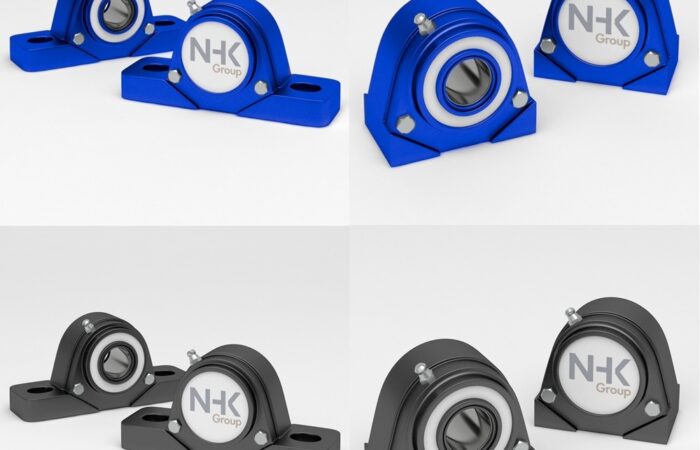
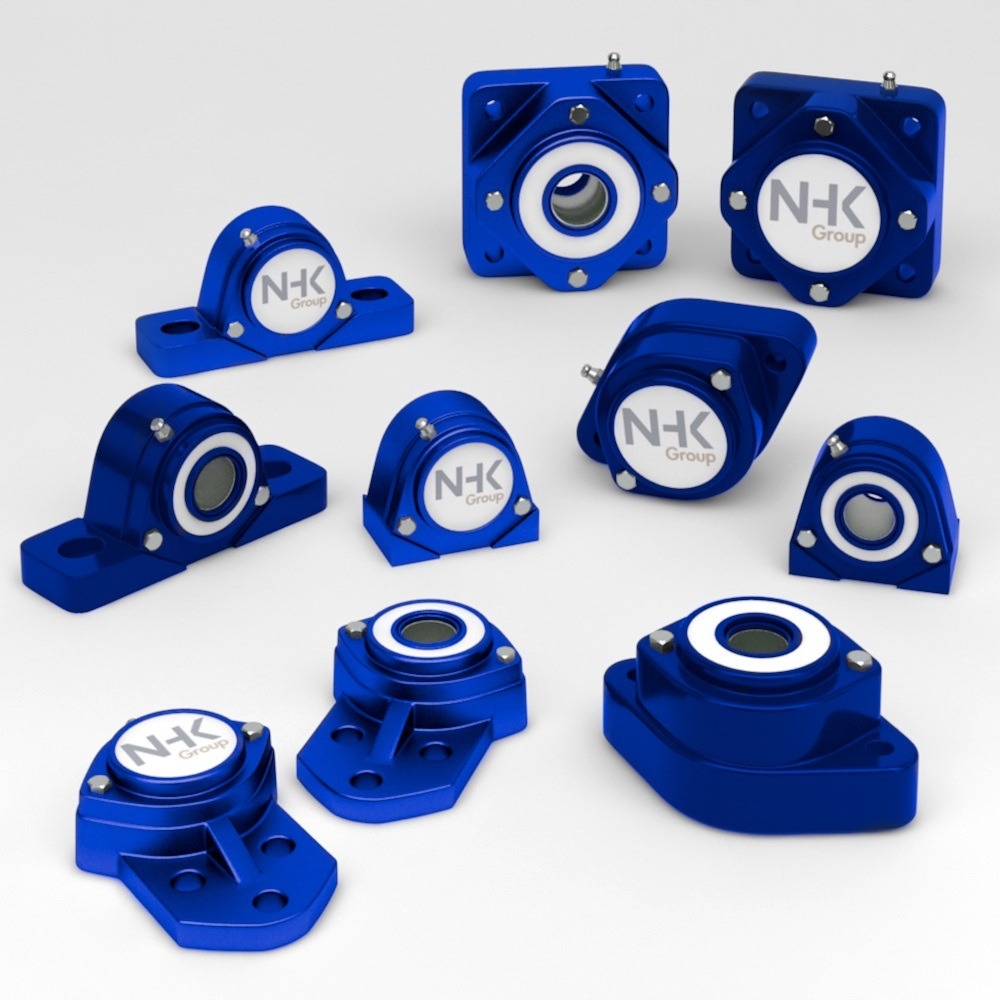
Bedeutung wasserdichter IP67-Lagereinheiten
Typische Anwendungsbereiche:
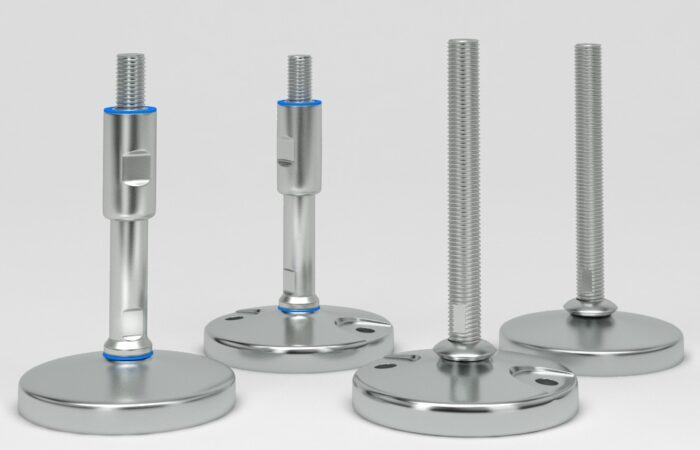
Hochwertige Materialauswahl für maximale Beständigkeit
Gängige Materialien für IP67-Lagereinheiten:
Erfahrung und Fachwissen: Schlüssel zur optimalen Lagerlösung
Wichtige Faktoren bei der Entwicklung:
Fachliche Autorität und Vertrauen in zertifizierte Lagerlösungen
Wichtige Zertifizierungen für IP67-Lager:
Zukunftssicherheit durch langlebige und effiziente Lagerlösungen
Vorteile auf einen Blick:
✅ Geringerer Wartungsaufwand dank hochwertiger Materialien und ausgeklügelter Dichtungssysteme.
✅ Verbesserte Betriebseffizienz durch zuverlässige Lagertechnik, die selbst extremen Belastungen standhält.
✅ Einhaltung strenger Hygienestandards für Lebensmittel-, Pharma- und Chemieanwendungen.
✅ Nachhaltige Produktionsprozesse durch reduzierte Umweltbelastung und energieeffiziente Lagerlösungen.
Qualität und Zuverlässigkeit in Extremsituationen




Contact
Articles